7
3.3 OTKLANJANJE GREŠAKA
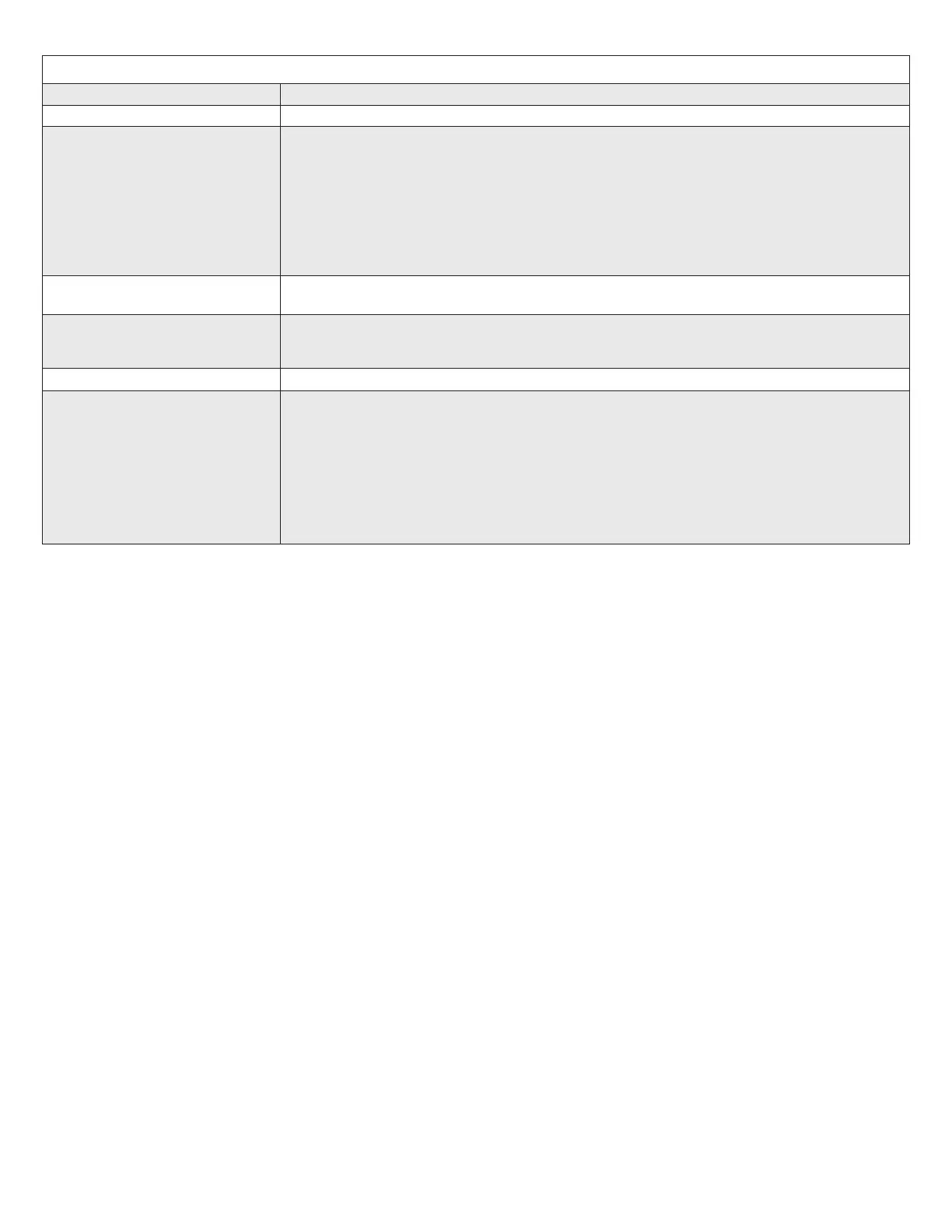
Otklanjanje grešaka
Problem Rješenje
Začepljena mlaznica Pušite zrak prema unatrag u odvojenu mlaznicu.
Sporo rezanje Sporo je rezanje uzrokovano: slabim protokom abraziva ili niskim tlakom i/ili mlaznicom koja je premala ili istrošena. Mikroskopska pločica priložena je za
standardizirani test rezanja.
Test: S vrhom .019 koji se drži okomito na 1 mm, s maksimalnim protokom abraziva i 100 psi pločica se treba probušiti za 3 do 5 sekundi.
1. Provjerite punjenje abraziva i mjedeni čep za podešavanje unutar staklenke.
2. Provjerite postavku tlaka: visoki tlak značajno povećava brzinu rezanja.
3. Kada se PrepStart aktivira, manometar ne smije pasti više od nekoliko psi (1/10 bara). Pogledajte „Izvor zraka’“(Dio 1.2).
4. Provjerite veličinu mlaznica; (.015” mlaznice rezat će sporo).
5. Postavite kontrolu praha na maksimum (u smjeru kazaljke na satu).
6. Provjerite je li nizak protok praha (pogledajte nizak protok praha ispod).
Protok abraziva ne isključuje se odmah 1. Ispraznite komoru za otpadni prah.
2. Zahvatnom ventilu ili ltrima komore za otpadni prah je možda potreban servis.
Pretjerani protok praha 1. Provjerite odgovara li čep za podešavanje abraziva veličini korištenog abraziva (27 ili 50 mikrona).
2. Ispraznite komoru za otpadni prah.
3. Pazite da je razina abraziva u staklenci praha ispod čepa za podešavanje.
Unutarnje curenje zraka Provjerite previsoki tlak. Tlakovi iznad 125 psi (8,3 bara) automatski će se odzračivati internim sigurnosnim ventilom.
Slab protok praha Slab protok abraziva značajno će smanjiti učinkovitost rezanja. PrepStart je podešen za uporabu oko 5 g/min pri 100 psi (6,7 bara) na maksimalnoj postavci praha.
Abrazivni tok najlakše se vidi kada se prska preko tamne pozadine s dobrim osvjetljenjem. Sprej treba izgledati svijetao ali jasno deniran. Slab protok abraziva
može biti uzrokovan sljedećim:
1. Niska razina praha u staklenci s abrazivom.
2. Neodgovarajući čep za podešavanje abraziva.
3. Niska razina abraziva ili vlažan abraziv.
4. Začepljene rupe za mjerenje u staklenci nastaju zbog kontaminacije vlagom I sprječavaju podizanje abraziva (pogledajte: Preporučeni Abrazivi str. 1).
(Izbacite vlažan abraziv. Provjerite sakuplja li se na dnu staklenke abraziv oko donjeg stupca. Prsten od više od 4 mm abraziva blokirat će rupe za
mjerenje. Uklonite abraziv istraživačem).
3.4 OBNOVA ZAHVATNIH CIJEVI
Zahvatne cijevi mogu se lako obnoviti u uredu pod uvjetom da nisu probušene.
1. Smanjite tlak i odvojite od zraka.
2. Uklonite čep staklenke s abrazivom te gornji prsten na staklenci.
3. Uklonite četiri križna vijka na donjoj strani jedinice PrepStart (pogledajte Sl. 4.3).
4. Podignite gornji poklopac, naginjući prvo stražnju stranu poklopca.
5. Zahvatni je ventil aluminijski cilindar blizu izlaznog priključka (pogledajte Sliku 4.4). Dvije
plastične cijevi koje prolaze kroz (pogledajte Sliku 4.3) cilindar zahvatne su cijevi. Mjesto
zahvata obnavlja se povlačenjem obje cijevi kliještima oko 7 mm prema stražnjem kraju
jedinice.
6. Ponovno sastavite obrnutom procedurom od gore prikazane.
Nakon nekoliko „obnavljanja“ zahvatne će cijevi trebati zamijeniti u servisu. Imajte na umu da
se servisiranje zahvatnog ventila treba obaviti u ovlaštenom servisu jer će otvaranje ormara
poništiti jamstvo.
3.5 POVRAT I DOSTAVA
Prije povrata sustava ili bilo kojeg njegovog dijela trebate kontaktirati svog dobavljača za
servisiranje. Vaš dobavljač s punom uslugom opremljen je da vrši većinu popravaka jedinice
PrepStart. Ako se Vaša jedinica treba vratiti u tvornicu, Vaš će dobavljač to organizirati za
vas. Slanje jedinice u tvornicu bez odgovarajućeg povratnog odobrenja može rezultirati
vraćenom pošiljkom. Ako imate bilo kakva pitanja o ovim postupcima, kontaktirajte Danville
na 1-800-827-7940 ili faksom na 1-760-743-7975.