14 DoALL INSTRUCTION MANUAL
"DOALL Demon,” DoALL’s
new
high
speed steel
saw
band is recommended specific-
ally for
use
on
your contourmatic machine.
This
new
type
saw
is made of high speed
steel, is
a
high quality production cutting
tool and should be treated
as
such. As with
other quality tools proper
care
is necessary
to
get maximum performance from
your
Demon blade.
1. Depending
on
hardness conditions of
the alloy,
use
5 0
to
150% higher
saw
velocity
than required for carbon steel
saw
bands
as
recommended in the Band Tool Manual
or
the Job Selector.
2. Also,
use
10
to
20% greater feeding
force. Avoid kinking and
never
coil the
band smaller than
it
was
when received.
The Job Selector Dial and the Band Tool
Manual give
exact
information
on
the types
of saws, speeds and feeds
to
be used with
carbon steel bands. By following their
recom-
mendations and the above you will be assured
of maximum performance from
your
ma-
chine.
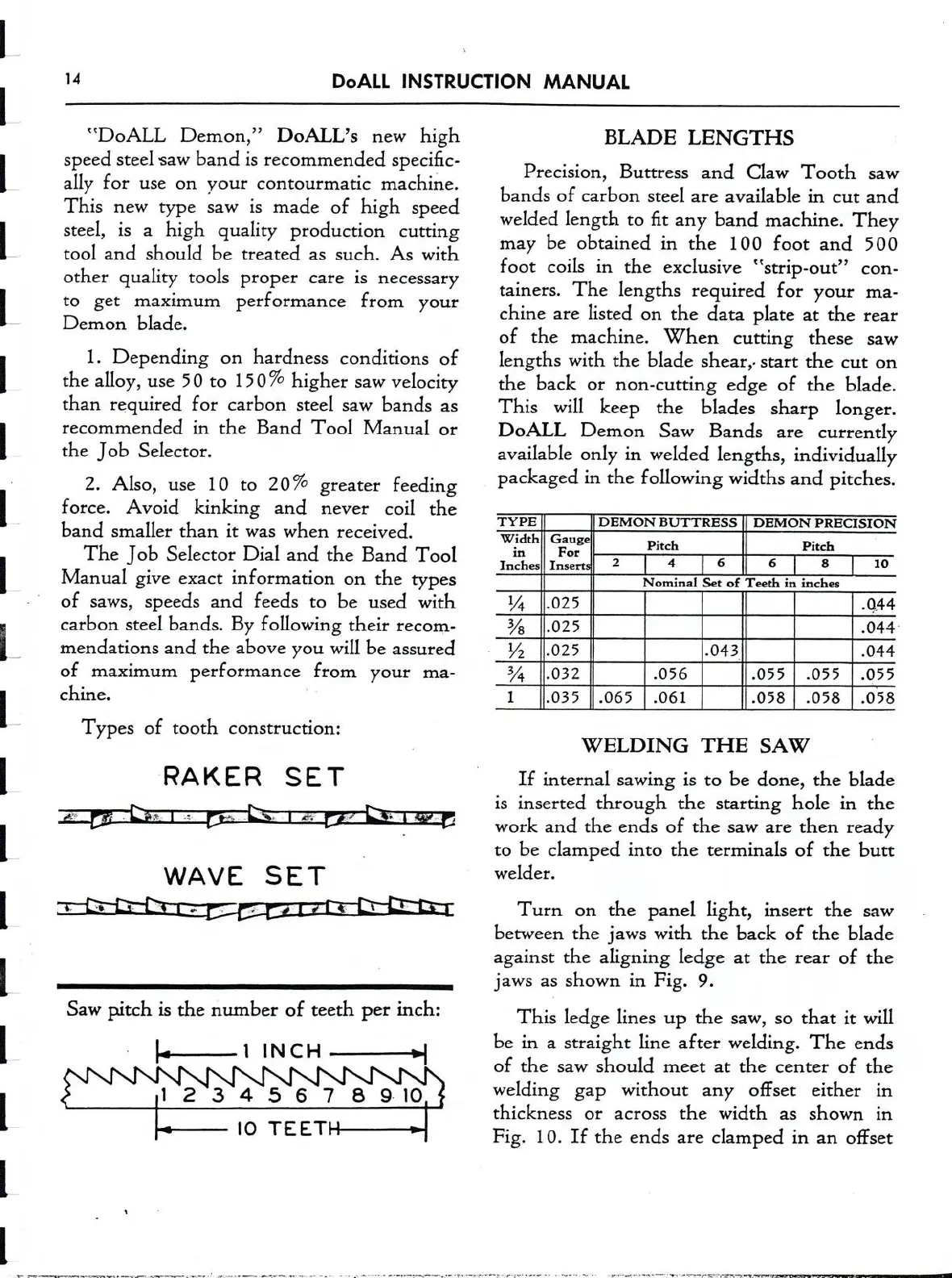
Types of tooth construction:
RAKER SET
WAVE SET
Saw pitch is the number of teeth per i.nch:
F1INCH
12345678910
no:-—
IO
TEE1-Hm!»-~
BLADE LENGTHS
Precision, Buttress and Claw Tooth
saw
bands of carbon steel
are
available
in
cut
and
welded length
to
fit any band machine. They
may be obtained in the 100 foot and 500
foot coils in the exclusive "strip-out”
con-
tainers. The lengths required for your
ma-
chine
are
listed
on
the data plate
at
the
rear
of the machine. When cutting these
saw
lengths with the blade shear,-
start
the
cut
on
the back
or
non-cutting edge of the blade.
This will keep the blades sharp longer.
DOALL Demon Saw Bands
are
currently
available only
in
welded lengths, individually
packaged in the following widths and pitches.
For
025
.025
.025
.032 .056 .055 .055
.035 .065 .061 .058 .058
WELDING
THE
SAW
If
internal sawing is
to
be done, the blade
is inserted through the starting hole in the
work and the ends of the
saw
are
then ready
to
be clamped into the terminals of the butt
welder.
Turn
on
the panel light, insert the
saw
between the jaws with the back of the blade
against the aligning ledge
at
the
rear
of the
jaws
as
shown in Fig. 9.
This ledge lines up the saw,
so
that
it
will
be
in
a
straight line after welding. The ends
of the
saw
should
meet
at
the
center
of the
welding gap without any offset either in
thickness
or
across
the width
as
shown in
Fig. 10.
If
the ends
are
clamped in
an
offset