22 DoALL INSTRUCTION MANUAL
The
most
striking applications of friction
sawing will be found in the cutting of stain-
less steels and
armour
plate which sometimes
cannot
be
cut
by any other method.
A
radii
cut
on
armour
plate that formerly took three
hours
to
machine has been friction sawed in
39 seconds. Materials such
as
glass, plastics,
brass and bronze, magnesium and aluminum,
do
not
lend themselves
to
friction sawing.
LINE
GRINDING
Line grind bands
are
best used
on
jobs
too
tough for other cutting tools such
as
inside
work
on
hardened dies,
curve
cutting
or
long
cuts
which
cannot
be done efliciently with
circular grinding wheels.
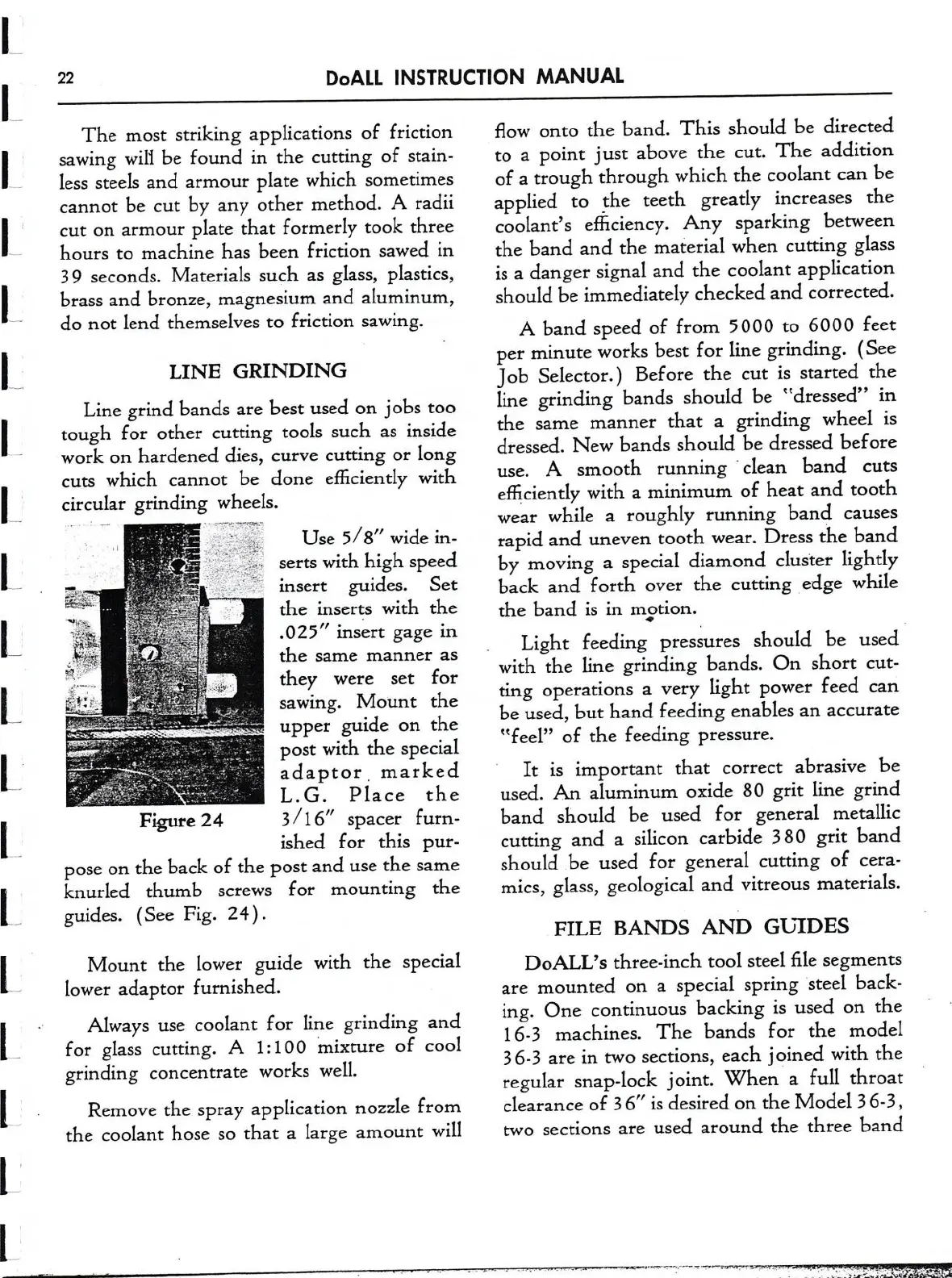
Use 5/8" wide in-
serts
with high speed
insert guides. Set
the inserts with the
.025" insert gage
in
the
same
manner
as
they
were
set
for
sawing. Mount the
upper guide
on
the
post with the special
adaptor
_
marked
L.G.
Place
the
3/16" spacer furn-
ished for this pur-
pose
on
the back of the post and
use
the
same
knurled thumb
screws
for mounting the
guides. (See Fig. 24)
.
Fie24
Mount the lower guide with the special
lower adaptor furnished.
Always
use
coolant for line grinding and
for glass cutting.
A
1:100 mixture of cool
grinding
concentrate
works well.
Remove the spray application nozzle from
the coolant hose
so
that
a
large
amount
will
flow
onto
the band. This should be directed
to
a
point just above the
cut.
The addition
of
a
trough through which the coolant
can
be
applied
to
the teeth greatly increases the
coolant’s efliciency. Any sparking between
the band and the material when cutting glass
is
a
danger signal and the coolant application
should be immediately checked and corrected.
A
band speed of from 5000
to
6000 feet
per minute works best for line grinding. (See
Job Selector.) Before the
cut
is started the
line grinding bands should be "dressed”
in
the
same
manner
that
a
grinding wheel is
dressed. New bands should be dressed before
use.
A
smooth running "clean band
cuts
efficiently with
a
minimum of heat and tooth
wear
while
a
roughly running band
causes
rapid and
uneven
tooth
wear.
Dress the band
by moving
a
special diamond cluster lightly
back and forth
over
the cutting edge while
the band is in mption.
Light feeding pressures should be used
I
with the line grinding bands. On short
cut-
ting operations
a
very light power feed
can
be used, but hand feeding enables
an
accurate
"feel” of the feeding pressure.
It
is important that
correct
abrasive be
used. An aluminum oxide 80 grit line grind
band should be used for general metallic
cutting and
a
silicon carbide 380 grit band
should be used for general cutting of
cera-
mics, glass, geological and vitreous materials.
FILE BANDS
AND
GUIDES
DoALL’s three-inch tool steel file segments
are
mounted
on
a
special spring "steel back-
ing. One continuous backing is used
on
the
16-3 machines. The bands for the model
36-3
are
in
two
sections, each joined with the
regular snap-lock joint. When
a
full throat
clearance of 3 6" is desired
on
the Model 3 6-3
,
two
sections
are
used around the three band
 Loading...
Loading...


