DoALL INSTRUCTION MANUAL 27
CARBIDE TOOL FINISHER
This attachment makes possible the grind-
ing of carbide tool bits
to a
finish of 3
MU
RMS.
It
consists of
a
carbide faced back-up
platen, silicon carbide bands, tool holder
and special R. H. filler plate. The bands
are
available in three grit sizes: 24 and 50 grit
for rough grinding and 150 grit for finish
grinding. DOALL Cool Grinding Concentrate
and
water
mixed 100 parts
water
to
one
part
concentrate
is recommended for Coolant.
Apply
it
as
a
mist coolant using both air and
coolant controls. Run the machine
at
band
speeds of 4000
to
5000 F.P.M. for best
results.
-
‘,3
zzzz
-.
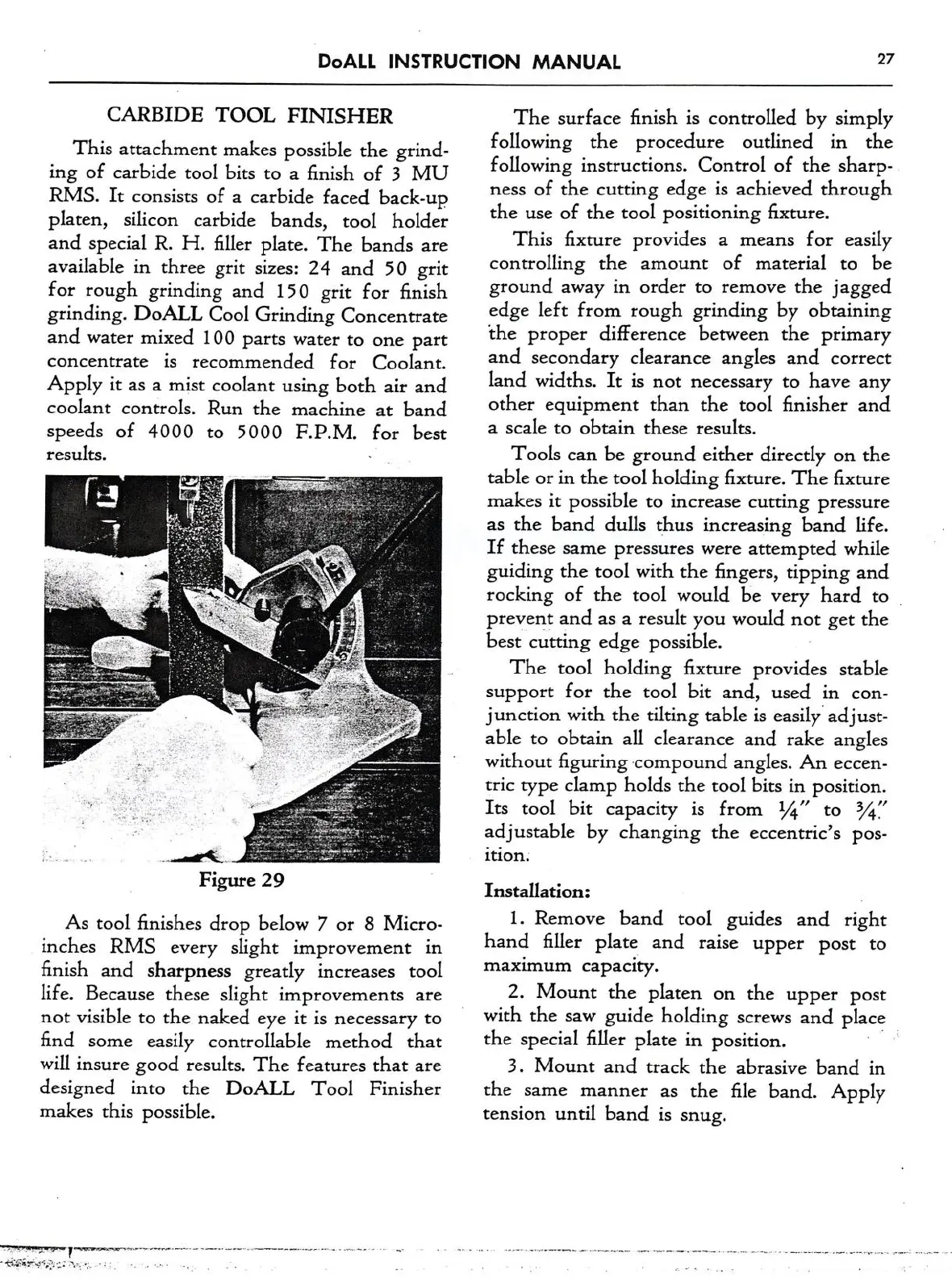
Figure 29
As tool finishes drop below 7
or
8 Micro-
inches RMS every slight improvement in
finish and sharpness greatly increases tool
life. Because these slight improvements
are
not
visible
to
the naked eye
it
is necessary
to
find
some
easily controllable method that
will insure good results. The features that
are
designed into the
DoALL
Tool Finisher
makes this possible.
-‘ti?-ir~."‘.-2'.-:1 *.-. -_
-—
-
The surface finish is controlled by simply
following the procedure outlined in the
following instructions. Control of the sharp-
ness
of the cutting edge is achieved through
the
use
of the tool positioning fixture.
This fixture provides
a
means
for easily
controlling the
amount
of material
to
be
ground away
in
order
to
remove
the jagged
edge left from rough grinding by obtaining
the proper difference between the primary
and secondary clearance angles and
correct
land widths.
It
is
not
necessary
to
have any
other equipment than the tool finisher and
a
scale
to
obtain these results.
Tools
can
be ground either directly
on
the
table
or
in the tool holding fixture. The fixture
makes
it
possible
to
increase cutting pressure
as
the band dulls thus increasing band life.
If
these
same
pressures
were
attempted while
guiding the tool with the fingers, tipping and
1'OCl<l.I'1g Of the 12001 W0l1lCl. be V81’)? hard
t0
_
prevent and
as
a
result you would
not
get the
best cutting edge possible.
The tool holding fixture provides stable
support for the tool bit and, used
in
con-
junction with the tilting table is easily‘ ad
ust-
able
to
obtain all clearance and rake angles
without figuring -compound angles.
An
eccen-
tric type clamp holds the tool bits in position.
Its tool bit capacity is from 1/4"
to
adjustable by changing the eccentric’s pos-
ition.
Installation:
1. Remove band tool guides and right
hand filler plate and raise upper post
to
maximum capacity.
2. Mount the platen
on
the upper post
with the
saw
guide holding
screws
and place
the special filler plate
in
position.
I
3. Mount and track the abrasive band in
the
same
manner
as
the file band. Apply
tension until band is snug.