Choosing tools/dies
Cu-terminals
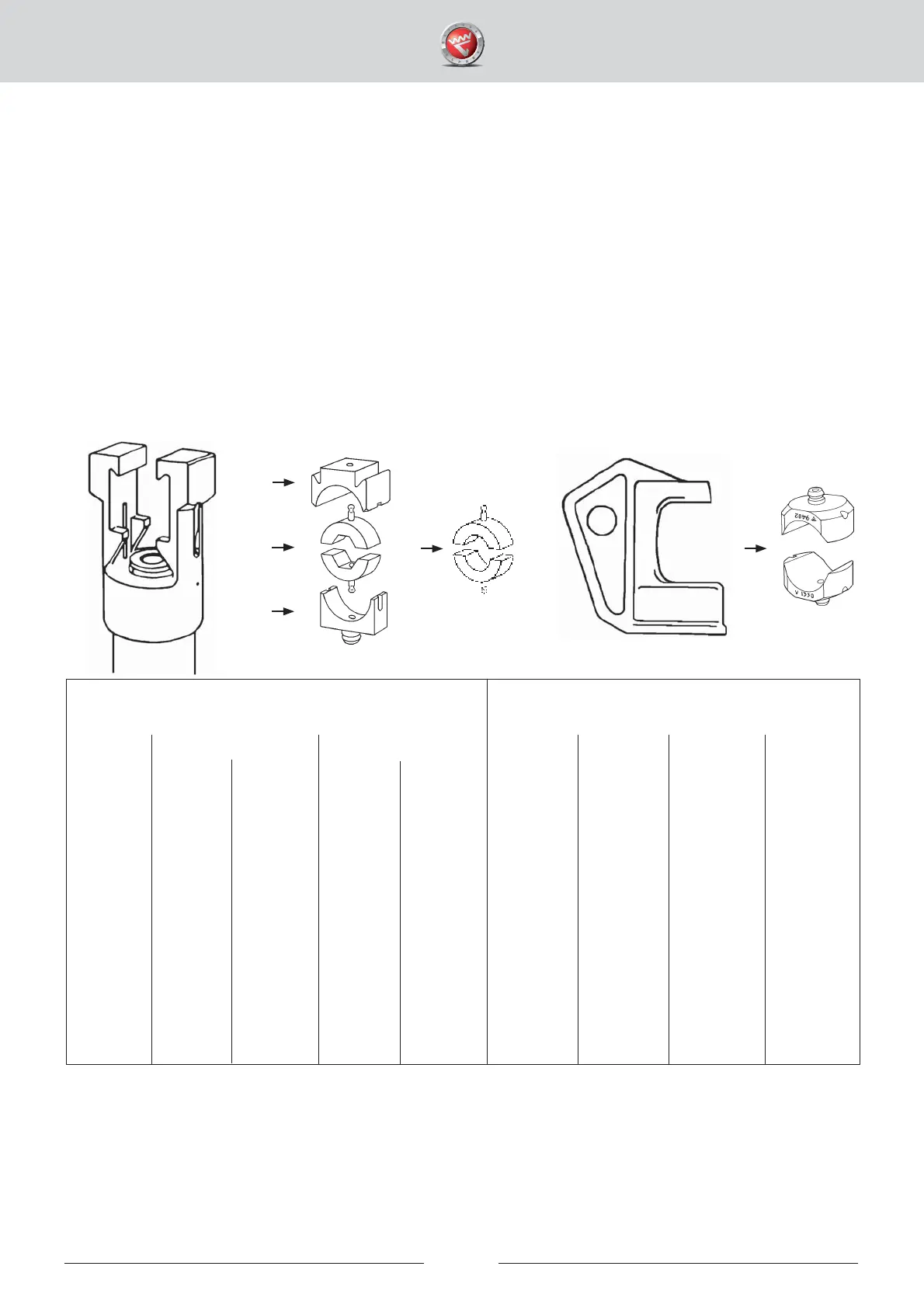
When crimping Cu-terminals of Elpress design, the following tools and dies as per tables below should be used.
1. Inner dieholder V1316 for V1311
2. Outer dieholder V1318 for V1311
3. Dieholder V1330 (pair) for V1311C
4. Press dies - hexagon dies should be used for terminals and connectors. See tooling table below.
5. Press dies - C-dies should be used for C-sleeves. For choice of press dies, see tooling table below.
IMPORTANT! The pair of dies should be located 2 mm or so from the outer edge of the terminal during the
crimping operation. Connectors 12-36 kV should be crimped over the outer edge of the
sleeve.
13
Tooling table for crimping of Cu-terminals Tooling table for crimping of C-sleeves
KRD/KSD and KRT/KST types
Main
mm² Dies for Dies for Dies for Dies for conductor Branch Dies for Dies for
V1311 V1311C V1311 V1311C mm² mm² V1311 V1311C
10 B8 B8 B7 B7 10-6 10-6 BC4** BC4**
16 B8 B8 B8,5 B8,5 16-10 16-10 BC5 BC5
25 B9 B9 B10 B10 25-16 25-16 BC6 BC6
35 B11 B11 B12 B12 50-16 50-16 BC8-9 BC8-9
50 B12 B12 B14 B14 70-50 70-25 BC11 BC11
70 B14 B14 B16 B16 95-70 95-25 13BC13* 13CBC13*
95 B16 B16 B18 B18 120-95 120-25 13BC15* 13CBC15*
120 B19 B19 B19 B19
150 B22 B22 B22 B22
185 13B25* 13CB25* B24 13CB24*
240 13B27* 13CB27* 13B26* 13CB26*
300 13B30* 13CB30* 13B30* 13CB30*
400 13B32* 13CB32* 13B32* 13CB32*
*Dies with the prefi x 13-- are used without dieholders.
**Die nest marked A is used for 6 to 6 mm
2
crimps.
Note 1: Two compressions are required over: 150 mm
2
for KRD/KSD and KRT/KST (185 mm² for KRT/KST when using V1311) and
70 mm
2
for C-sleeves.
Note 2: Dies for crimping of Cu-terminals KRF/KSF types, see page 5.
KRD/KSD types KRT/KST types
2
4
1
5
3
V1311
V1311C