Kontroll av pressresultat
För att förvissa sig om att verktyget har åstadkommit den för respektive kabelförbindning förutbestämda formföränd-
ring, mäts presshöjden. Rätt formförändring ger både mekanisk hållfasthet och goda elektriska kontaktegenskaper.
För Cu-kabelskor och -skarvhylsor gäller följande:
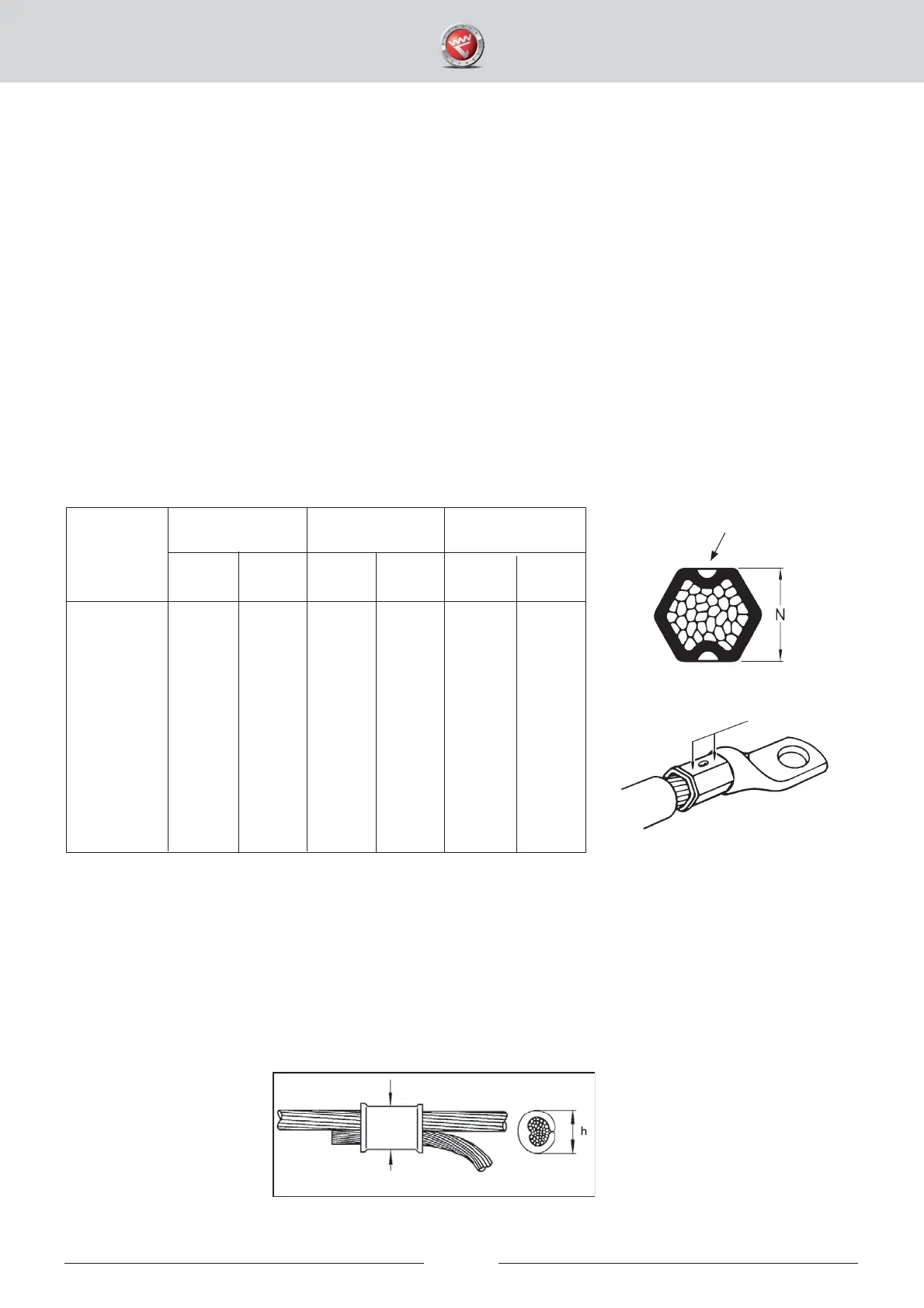
• Kontroll av måttet N sker på de sexkantsidor som har knasterpräglingar efter pressbackarna.
• Mät med skjutmått på ena eller båda sidor om knasterpräglingen och jämför med tabellens N-mått.
• Om mätresultatet överskrider N-måttet i nedanstående tabell, efter korrekt utförd kontaktpressning,
kontakta närmaste auktoriserade Elpress Service verkstad.
Cu-ledare
mm
2
Typ KRF/KSF Typ KRD/KSD Typ KRT/KST
Press-
backnr
Press-
backnr
Press-
backnr
Max N
mm
Max N
mm
Max N
mm
10
16
25
35
50
70
95
120
150
185
240
300
400
8
9
11
13
14,5
17
20
22
25
27
30
32
38
6,3
7,3
8,8
10,2
11,4
13,4
16,4
16,3
20,3
20,5
23,3
24,5
30,5
-
8
9
11
12
14
16
19
22
25
27
30
32
-
6,3
7,3
8,8
10,2
11,6
13,2
15,4
16,3
20,3
20,5
23,3
24,5
7
8,5
10
12
14
16
18
19
22
24
26
30
32
5,9
7,5
8,2
10,2
11,6
13,2
14,0
15,4
16,3
17,7
19,5
23,3
24,5
För C-hylsor av Cu gäller kontroll av måttet ”h”. Detta sker på den pressade ovalens max höjd, lämpligen med
skjutmått. Måtten jämförs med tabell på nästa sida.
Om ”h” måttet överskrids, efter korrekt utförd kontaktpressning, kontakta närmaste auktoriserade Elpress Service
verkstad.
VIKTIGT! Vid användning av C-hylsor skall det fi nnas Cu-lina utanför C-hylsans ytterkanter.
Utsticket ska vara minst 60 % av Cu-linans diameter.
8
Mätytor
Knasterprägling
Mätpunkter