6 BASIC WELDING GUIDE
0463 815 101 - 54 - © ESAB AB 2021
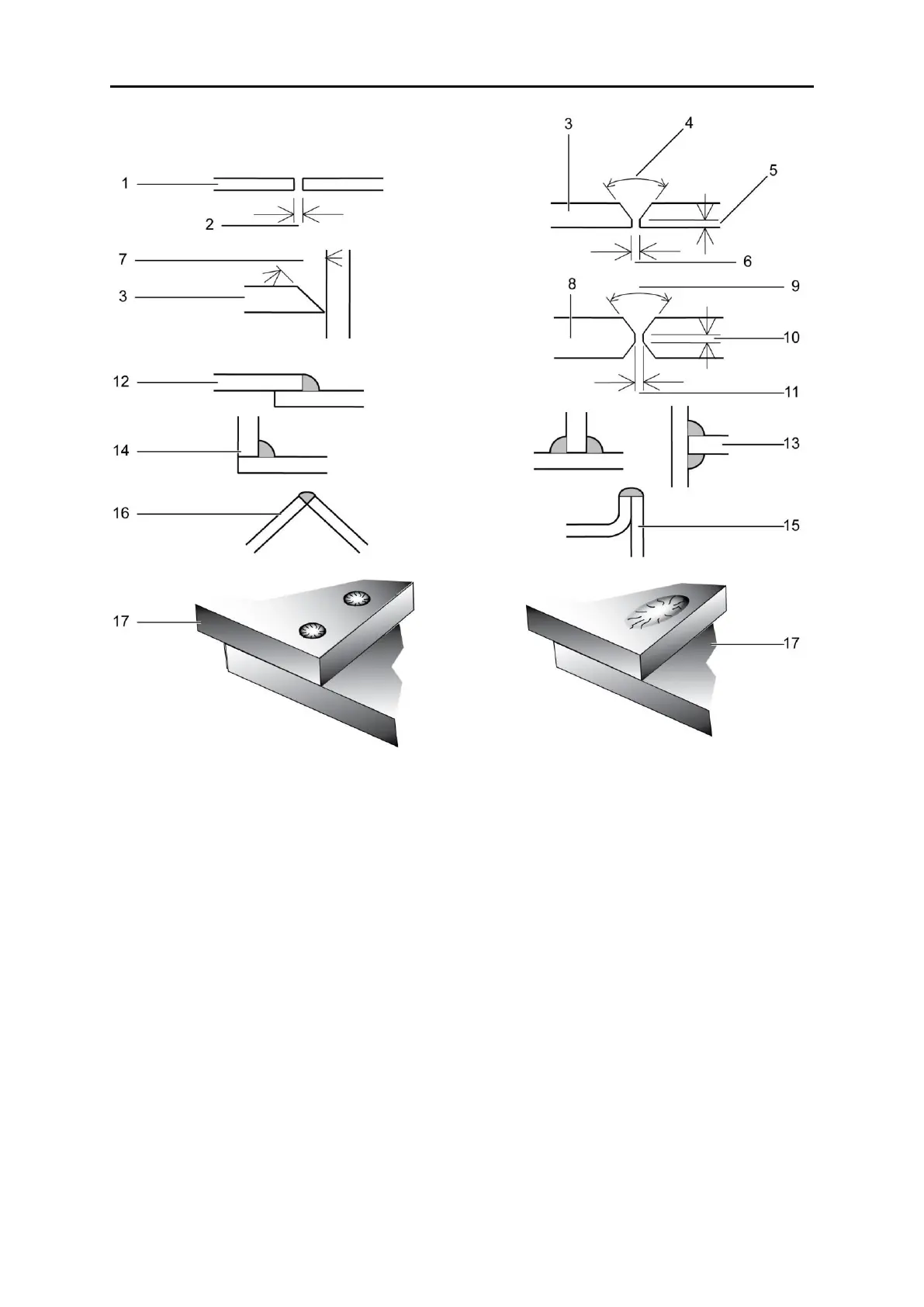
Figure 56: Typical joint designs for arc welding
10 Maximum 1/16 in. (1.6 mm)
2 Gap varies from 1/16 in. (1.6 mm) to 3/16 in. (4.8
mm) depending on plate thickness
13 Tee joint (Fillet both sides of the joint)
5 Maximum 1/16 in. (1.6 mm)
A: Gap varies from 1/16 in. (1.6 mm) to 3/16 in. (4.8 mm) depending on plate thickness
B:Not less than 70°
C: Maximum 1/16 in. (1.6 mm)
D: 1/16 in. (1.6 mm) E: Not less than 45°
F: Not less than 70°
G: Maximum 1/16 in. (1.6 mm)
H: Maximum 1/16 in. (1.6 mm)