11
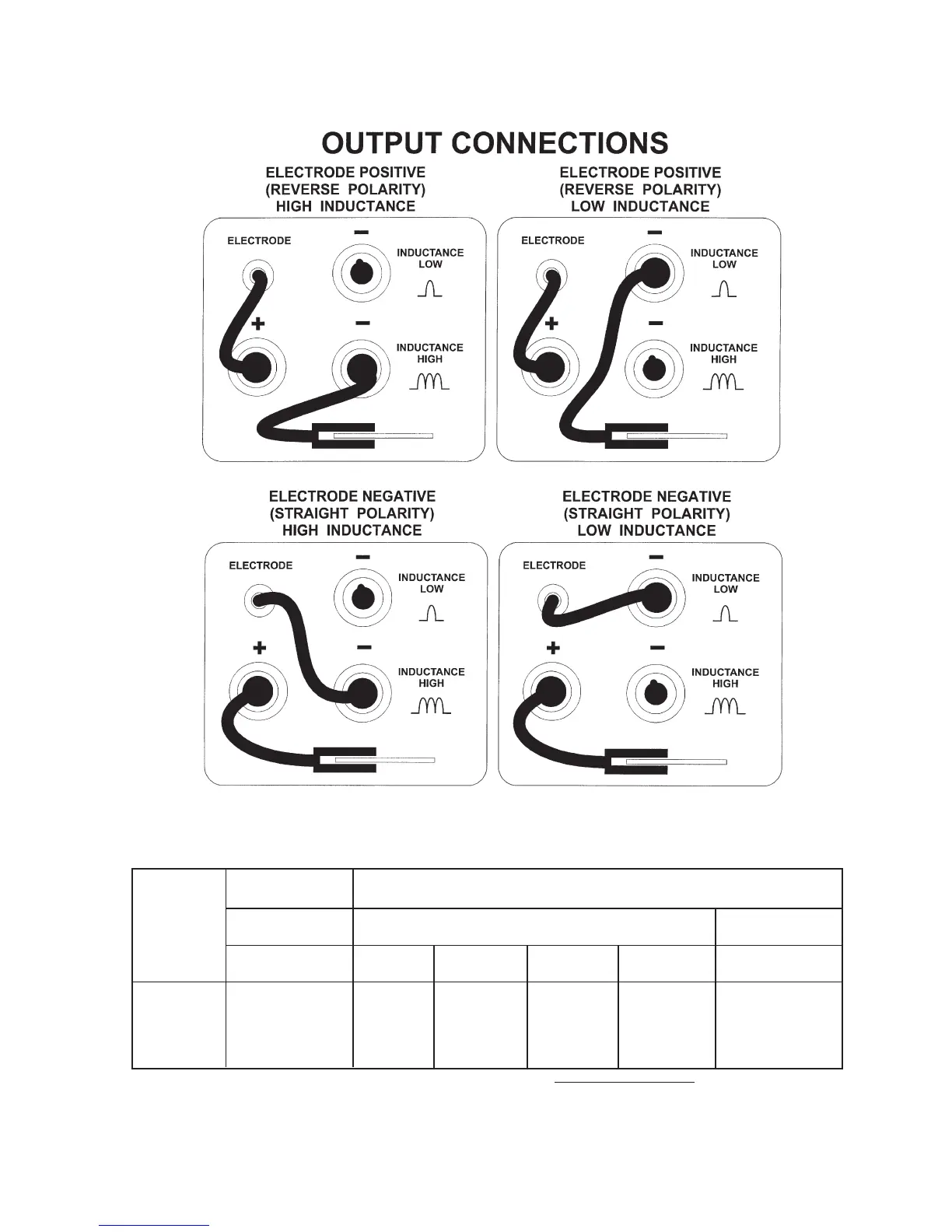
Recommended Output Inductance Tap Connections for Short-Arc Welding
Notes: The above chart shows the recommended output inductance tap connection for Mig Short Circuiting Transfer.
For Mig Spray Arc Transfer (stainless or carbon steel) - use low tap
For Flux Cored Wire (all types) - use low tap
NR - Not Recommended
* The best connection (high tap or low tap) depends on the specific welding application and personal preference.
Stainless Steel
Solid Wires Carbon Steels Solid Wires
Helium/Argon Based
Shielded Gases Argon Based Shielding Gases CO
2
Shielding Gas
Welding .023" .030" .035" .045"
Current All Wire Diameters (0.6mm) (0.8mm) (0.9mm) (1.2mm) All Wire Diameters
≤ ≤
≤ ≤
≤ 100 amps high tap high tap high tap high tap high tap low tap
125 amps high tap high or low* high or low* high or low* high or low* low tap
150 amps high tap N R low tap low tap low tap low tap
≥≥
≥≥
≥ 200 amps high tap N R N R low tap low tap low tap
Figure 1 - Output Connections and Guidelines