6
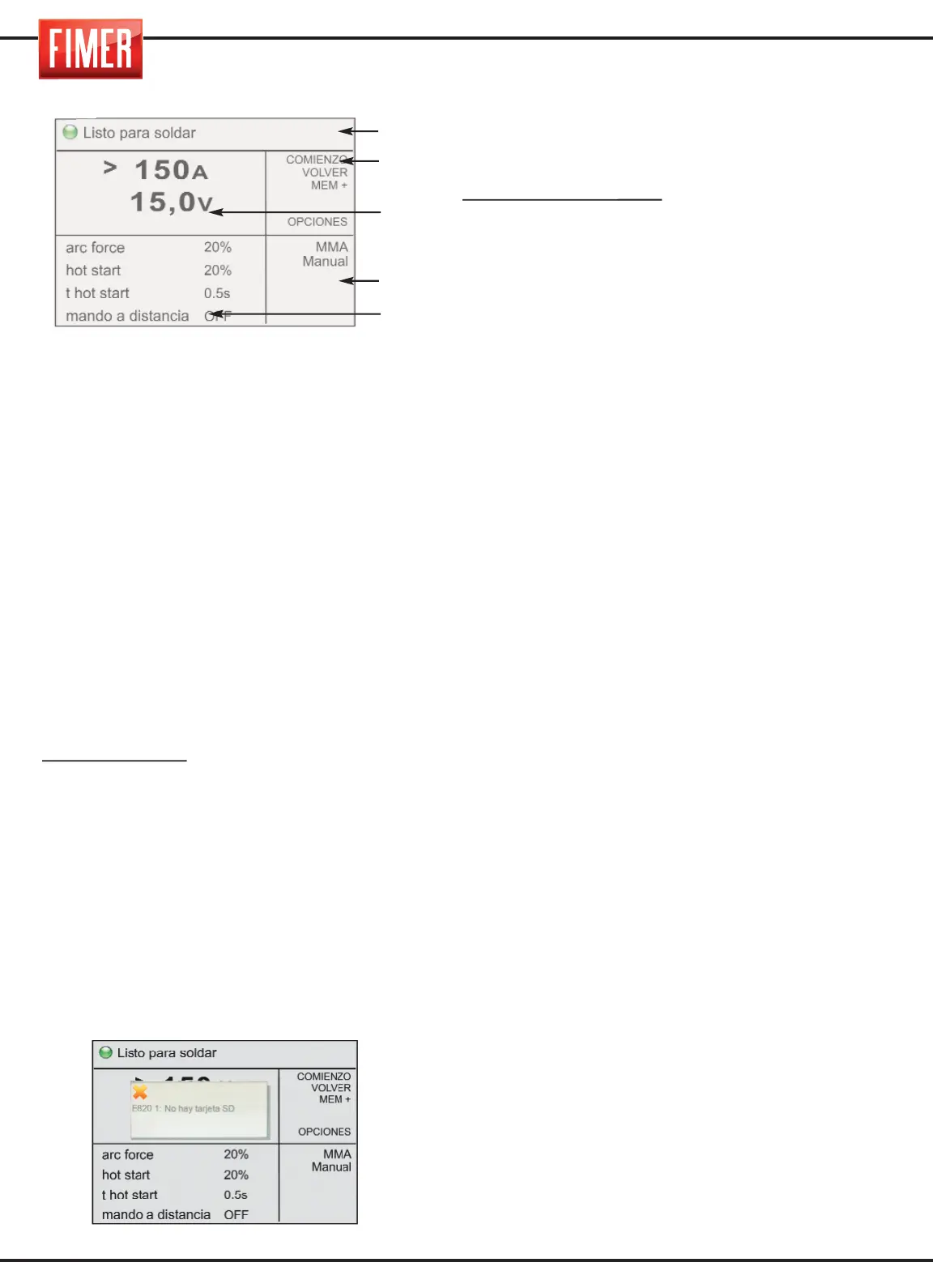
FIGURA 1:
1. Display Gráfico:
El display en color de 5,7’’ visualiza
diferentes pantallas dependiendo de si se
encuentra en la modalidad de soldadura o
en la modalidad de ajuste.
En la modalidad de soldadura el display se
divide en 5 zonas principales:
Parte 1: Estado de la máquina
Parte 2: Significado de los botones activos
(botones 2, 3, 4, 5,6 di fig.1)
Parte 3: Valores programados
Parte 4: Tipo de proceso seleccionado
Parte 5: Indica los valores programables para
los varios parámetros de soldadura (para variar
el valor programado, hacerlo resaltar con la
ruedecilla 10 y confirmar la elección
presionando la misma ruedecilla; el valor
quedará resaltado. Si se gira la ruedecilla, se
variará el valor; para confirmar el nuevo valor
habrá que pulsar de nuevo la ruedecilla 10).
Valor destacado:
Indica el parámetro que se
varía utilizando la ruedecilla 10.
VISUALIZACIONES:
- En el momento de encendido se
visualizará el logotipo Fimer y la revisión del
Firmware se cargará.
BOTONES DE MANDO:
(2, 3, 4, 5,6 de la fig.1)
A cada botón de mando se le asocia una función
específica que se visualiza en el display.
7. Alojamiento SD: este alojamiento, cubierto
por un tapón de goma apropiado, contiene la
SD-Card que se entrega con la máquina; sin
ella la misma permanecerá inactiva y se
mostrará una indicación en el display.
8. Puerto USB: solo para asistencia técnica.
9. Ruedecilla de ajuste del parámetro
principal de soldadura: con esta ruedecilla
se ajusta el parámetro principal de soldadura:
Soldadura MMA/TIG:
ajusta la corriente
de soldadura.
11. H²O in: Solo se tiene que utilizar con
antorchas de enfriamiento líquido.
12. H²O out: Solo se tiene que utilizar con
antorchas de enfriamiento líquido.
13. Conector para control remoto de la corriente.
14. Toma Dinse frontal “+”: toma polo
positivo.
Modalidad MMA: Pinza porta-electrodos
15. CONEXIÓN RÁPIDA ANTORCHA La
conexión a la salida (positiva), para el conector
(tipo euro) de la antorcha de soldadura, sirve
para los contactos eléctricos y para el gas.
16. INTERRUPTOR ON-OFF: Enciende y
apaga la máquina.
La constelación utiliza para este propósito el
ilustrado magneto-hidráulico en la fig.16a.
17.Toma Dinse frontal “-”: toma polo
negativo.
Modalidad MMA: Pinza de puesta a masa
Modalidad TIG: Antorcha TIG
Modalidad MIG con gas: No se adopta
Modalidad MIG sin gas: No se adopta
18. Toma Dinse frontal “+”: toma polo
positivo.
Modalidad MMA: Pinza porta-electrodos
Modalidad TIG: Pinza de puesta a masa
Modalidad MIG con gas: No usado
Modalidad MIG sin gas: No usado
19. Salida gas TIG
20. Conector de señal MIG: Conexión de
las señales a la antorcha push-pull
21. Tapón de llenado del líquido de
enfriamiento:(Opcional) (Centralita de
enfriamiento)
22. H²O in: Solo se tiene que utilizar con
antorchas de enfriamiento líquido.
23. REJILLA DE AIREACIÓN
24. Interruptor y señalación ON-OFF de
la centralita (Opcional): Se ilumina cuan-
do la centralita de enfriamiento tiene ali-
mentación.
Parte 1
Parte 2
Parte 3
Parte 4
Parte 5