19
WWW.FORNEYIND.COM
Select the appropriate shielding gas in accordance to material being welded and wire being used. The table below can
give you some useful indications:
METAL GAS NOTE
Mild Steel CO2
Argon + CO2
Argon + CO2 + Oxygen
Argon controls spatter
Oxygen improves arc stability
Stainless Steel Argon + CO2 + Oxygen
Argon + Oxygen
Arc stability.
Minimum splatter
METAL GAS NOTE
Copper, Nickel & Alloys Argon
Argon + Helium
Suitable for light gauges because of low flowability
of the weld pool.
Higher heat input suitable for heavy sections
Use Spool Gun for MIG
NOTE: THIS MACHINE IS NOT AN APPROPRIATE POWER SOURCE FOR WELDING
ALUMINUM.
• Press the PROCESS SELECTOR BUTTON on the front panel to the top position.
• Connect the MIG gun into the EURO CONNECT SOCKET.
• Connect the MIG ELECTRODE POLARITY JUMPER (8) to the appropriate DINSE SOCKET:
o Flux-cored wire welding (FCAW): Jumper to NEGATIVE (-) DINSE SOCKET.
o MIG Welding (GMAW): Jumper to POSITIVE (+) DINSE SOCKET.
• Connect the ground cable to the appropriate DINSE SOCKET:
o Flux-cored wire welding (FCAW): Ground cable to POSITIVE (+) DINSE SOCKET.
o MIG Welding (GMAW): Ground cable to NEGATIVE (-) DINSE SOCKET.
• Ensure the ground clamp has a good connection to the workpiece and is connected on clean, bare metal (not rusty or
painted).
• Load the spool of wire inside the cabinet and feed it through the WIRE FEEDER into the gun (see “Installing the
Welding Wire”, page 14).
• Switch the unit ON with the ON/OFF SWITCH.
• Press the gun trigger to load the wire through the gun.
• Set the welding parameters:
1. Adjust wire feed speed with the RIGHT KNOB.
2. Adjust arc voltage with the LEFT KNOB.
• (GMAW only) Turn on the gas cylinder, pull the trigger to check for gas flow and adjust the flow rate.
• Bring the gun close to the workpiece and press the trigger.
Gas Selection
Setup for MIG (GMAW) & Flux-Cored Wire (FCAW) Welding
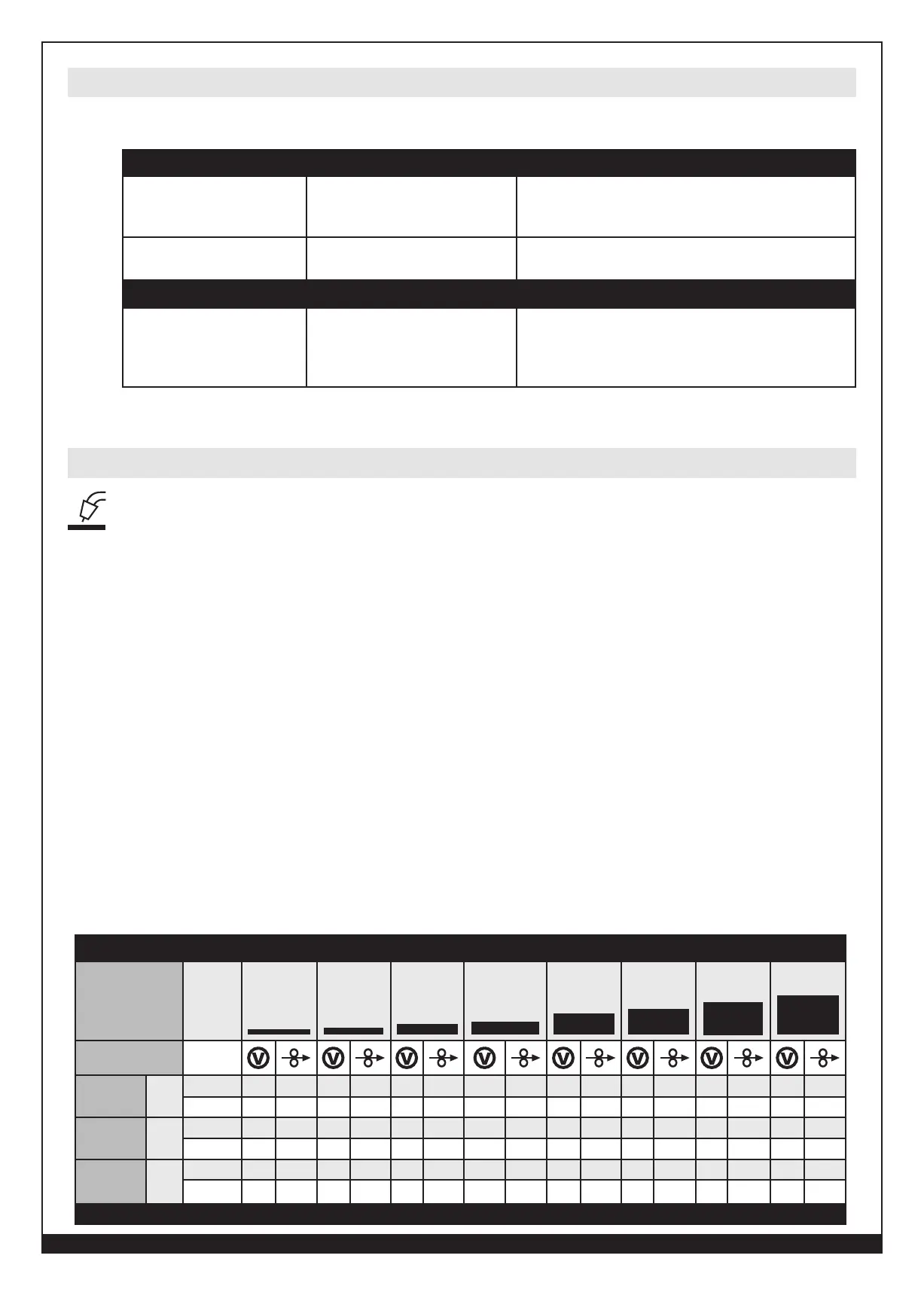
220 MP MIG SET-UP CHART
MIG (GMAW)
Material
Thickness
18GA (1.2mm)
16GA (1.6mm)
14GA (2.0mm)
1/8" (3.2mm)
3/16" (4.8mm)
1/4" (6.4mm)
5/16" (7.9mm)
3/8" (9.53mm)
Polarity
Wire
Diameter
ER70S-6
Solid Wire
AR75%/CO25%
DCEP
.030"
16-17 150-175 17-18 220-250 17-18 250-340 17.5-19 300-350 18-19 330-400 - - - - - -
.035"
16-17 140-160 17-18 180-220 17-18 240-260 18-19 280-300 18-19 320-340 21-22 360-380 21-22 400-420 23-24 420-520
E71T-GS
Flux-Core
No Gas
DCEN
.030"
- - - - 14-15 165-190 14-15 190-215 15-16 220-235 - - - - - -
.035"
- - - - 14-15 145-155 14-15 175-185 15-16 205-215 15-16 220-230 16-17 235-245 16-17 245-255
ER4043
Aluminum
100% Argon
DCEP
.030"
- - 14-16 320-340 15-17 360-380 22-24 450-480 24-26 490-520 - - - - - -
.035”
- - - - 14-16 260-290 21-22 350-400 23-24 430-450 24-25 350-375 - - - -
CAN WELD ALUMINUM WITH SPOOL GUN