8 Fusion Operating instructions IM 160
24
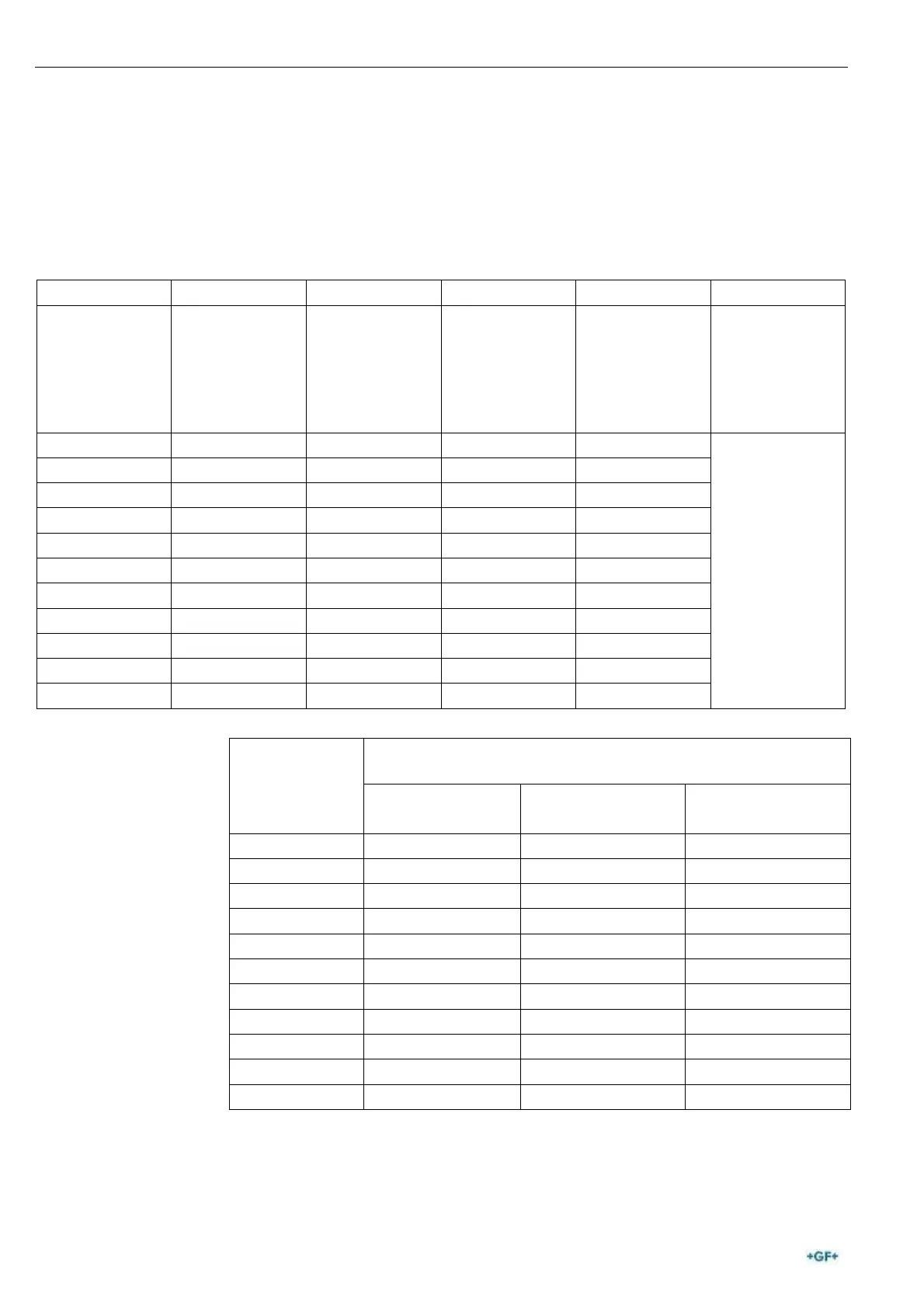
8.5 Fusion data
Heating element butt fusion of PE
Fusion table DVS 2207/1 guidelines
Heating element temperature 220 °C 10 °C
1 2 3 4 5
Nominal wall
thickness
Equalize
Bead height on
heating element after
equalization
(equalization at
0.15N/mm
2
)
Heat soak
Heat soak time = 10 x
wall thickness (heat
soak at 0.01 N/mm
2
)
Change-over
Join
Time until max
pressure reached
Cooling
Cooling time at fusion
pressure
p = 0.15 N/mm
2
± 0.01
mm mm (min.value) sec sec (max. time) sec min (min.value)
up to 4.5 0.5 45 5 5
See next table
4.5 – 7.0 1.0 45 – 70 5 – 6 5 – 6
7.0 – 12.0 1.5 70 – 120 6 – 8 6 – 8
12.0 – 19.0 2.0 120 – 190 8 – 10 8 – 11
19.0 – 26.0 2.5 190 – 260 10 – 12 11 – 14
26.0 – 37.0 3.0 260 – 370 12 – 16 14 – 19
37.0 – 50.0 3.5 370 – 500 16 – 20 19 – 25
50.0 – 70.0 4.0 500 – 700 20 – 25 25 – 35
70.0 – 90.0 4.5 700 – 900 25 – 30 35
90.0 – 110.0 5.0 900 –1100 30 – 35 35
110.0 – 130.0 5.5 1100 – 1300 35 35
Nominal wall
thickness
mm
Cooling time at fusion pressure p = 0.15 N/mm
2
± 0.01
depending on the ambient temperature (Ta)
Up to 15°C
min (min.value)
15° - 25°C
min (min.value)
25° - 40°C
min (min.value)
up to 4.5 4.0 5.0 6.5
4.5 – 7.0 4.0 – 6.0 5.0 – 7.5 6.5 – 9.5
7.0 – 12.0 6.0 – 9.5 7.5 – 12 9.5 – 15.5
12.0 – 19.0 9.5 – 14 12 – 18 15.5 – 24
19.0 – 26.0 14 – 19 18 – 24 24 – 32
26.0 – 37.0 19 – 27 24 – 34 32 – 45
37.0 – 50.0 27 – 36 34 – 46 45 – 61
50.0 – 70.0 36 – 50 46 – 64 61 – 85
70.0 – 90.0 50 – 64 64 – 82 85 – 109
90.0 – 110.0 64 – 78 82 – 100 109 – 133
110.0 – 130.0 78 – 92 100 – 118 133 – 157
 Loading...
Loading...