Betriebsanleitung IM 160 8 Schweissvorgang
25
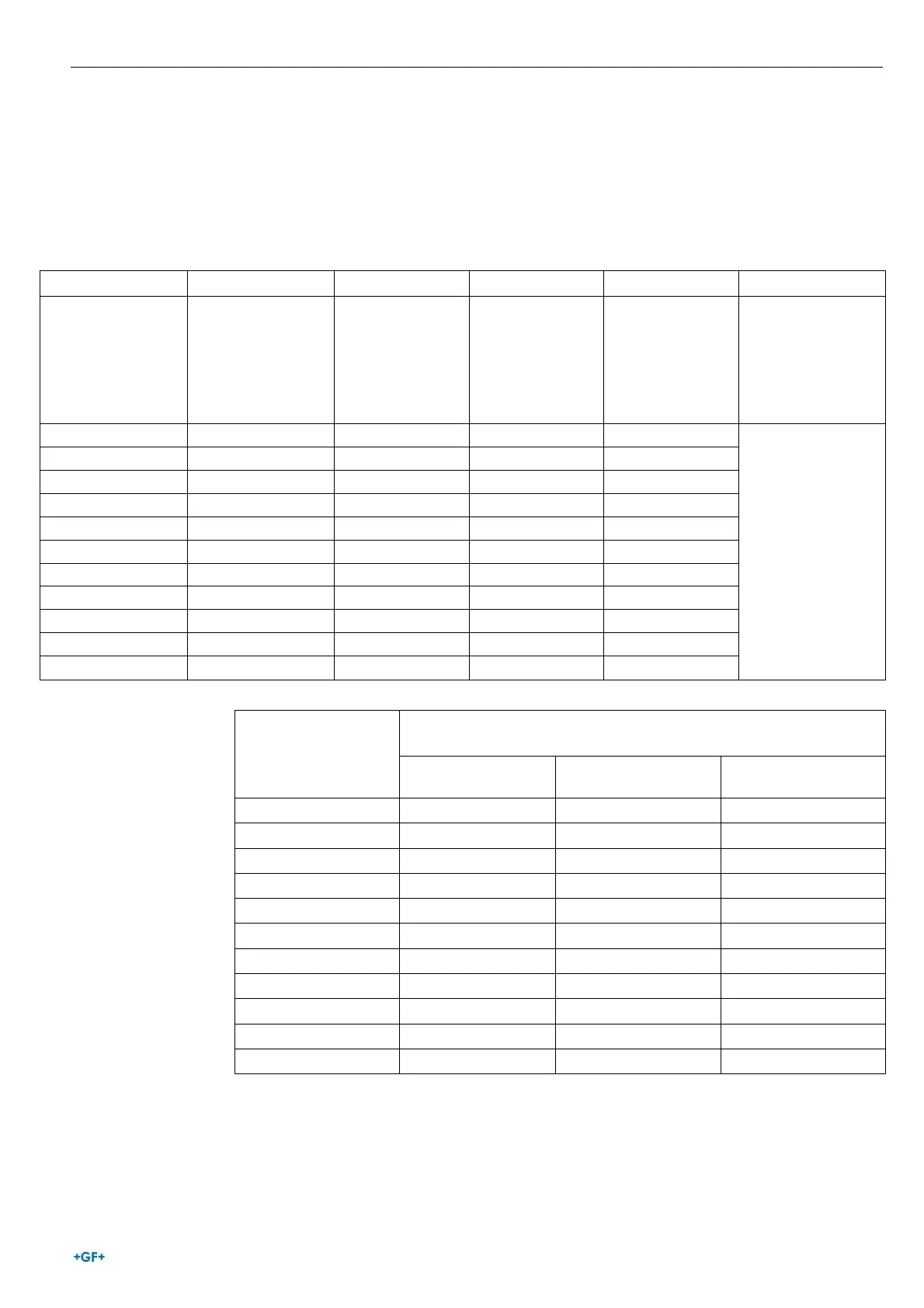
8.5 Schweissdaten
Heizelement-Stumpfschweissen von PE
Schweisstabelle/Richtwerte nach DVS 2207/1
Heizelementtemperatur 220 °C 10 °C
1 2 3 4 5
Nennwanddicke Angleichen
Wulsthöhe am
Heizelement am Ende
der Angleichzeit
(Angleichen unter
0,15N/mm²)
Anwärmen
Anwärmzeit
= 10 x Wanddicke
(Anwärmen unter
0,01 N/mm²)
Umstellen
Fügen
Zeit bis zur vollen
Druckaufbringung
Abkühlen
Abkühlzeit unter
Fügedruck
p = 0,15 N/mm²
± 0,01
mm mm (Mindestwerte) s s (Maximalzeit) s min (Mindestwerte)
bis 4,5 0,5 45 5 5
Siehe nächste
Tabelle
4,5 – 7,0 1,0 45 – 70 5 – 6 5 – 6
7,0 – 12,0 1,5 70 – 120 6 – 8 6 – 8
12,0 – 19,0 2,0 120 – 190 8 – 10 8 – 11
19,0 – 26,0 2,5 190 – 260 10 – 12 11 – 14
26,0 – 37,0 3,0 260 – 370 12 – 16 14 – 19
37,0 – 50,0 3,5 370 – 500 16 – 20 19 – 25
50,0 – 70,0 4,0 500 – 700 20 – 25 25 – 35
70,0 – 90,0 4.5 700 – 900 25 – 30 35
90,0 – 110,0 5.0 900 –1100 30 – 35 35
110,0 – 130,0 5.5 1100 – 1300 35 35
Nennwanddicke
mm
Abkühlzeit unter Fügedruck p = 0,15 ± 0,01 N/mm²
in Abhängigkeit von der Umgebungstemperatur (UT)
Up to 15°C
min (Mindestwerte)
15° - 25°C
min (Mindestwerte)
25° - 40°C
min (Mindestwerte)
up to 4.5 4.0 5.0 6.5
4.5 – 7.0 4.0 – 6.0 5.0 – 7.5 6.5 – 9.5
7.0 – 12.0 6.0 – 9.5 7.5 – 12 9.5 – 15.5
12.0 – 19.0 9.5 – 14 12 – 18 15.5 – 24
19.0 – 26.0 14 – 19 18 – 24 24 – 32
26.0 – 37.0 19 – 27 24 – 34 32 – 45
37.0 – 50.0 27 – 36 34 – 46 45 – 61
50.0 – 70.0 36 – 50 46 – 64 61 – 85
70.0 – 90.0 50 – 64 64 – 82 85 – 109
90.0 – 110.0 64 – 78 82 – 100 109 – 133
110.0 – 130.0 78 – 92 100 – 118 133 – 157