3.10
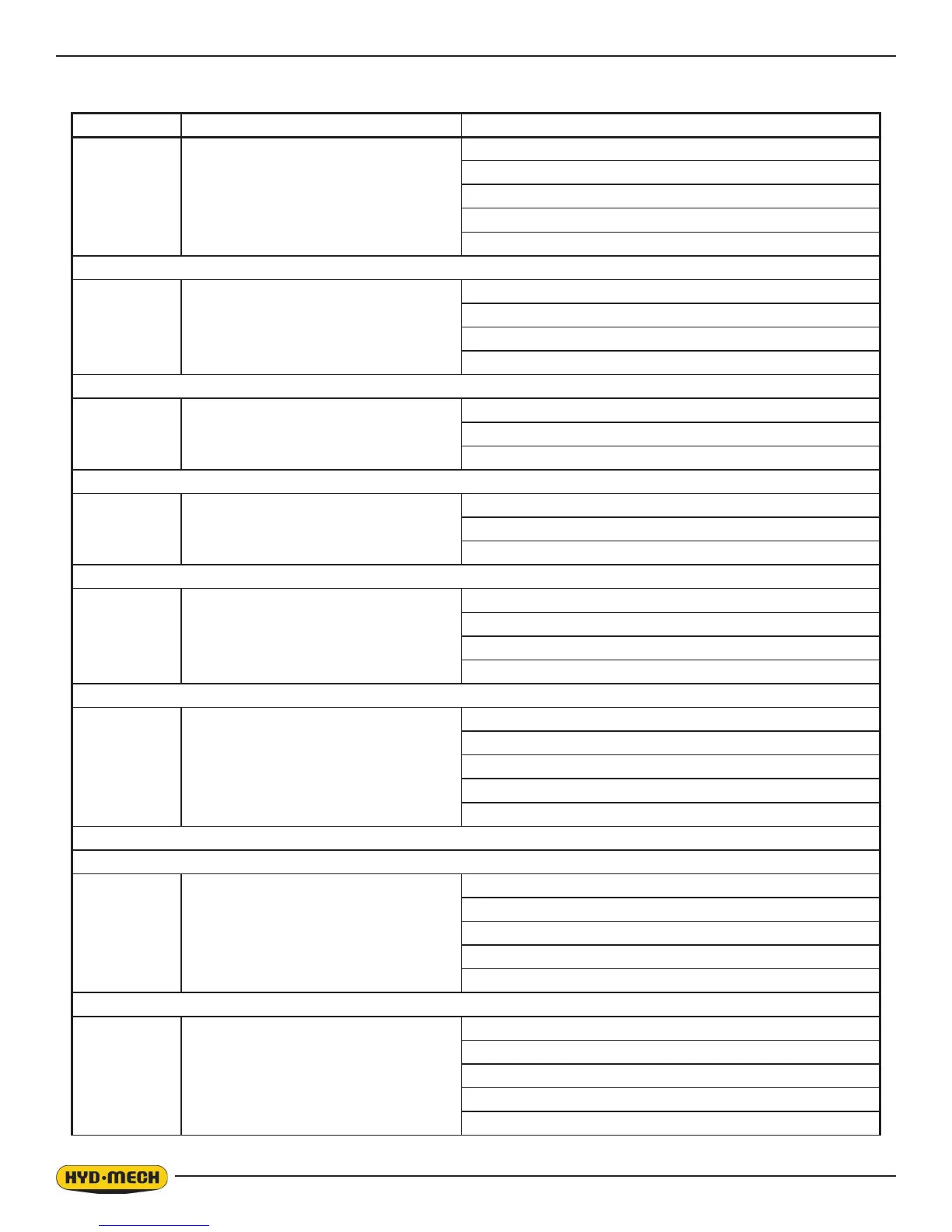
PROBLEM CAUSE AND SOLUTION
1 Cutting out of square (vertically)
Carbide guide adjustment incorrect (adjust)
Feed rate excessive (reduce)
Blade worn (replace)
Guide arms too far apart
Blade pitch incorrect
2 Cutting out of square (horizontally)
90 Degree stop not set correctly (adjust)
Stock not square in vise (reset material)
Angle pointer out of adjustment
Stock is not secure in the vise (reset vise)
3 Head cylinder creeps in hold
Cylinder cup seals defective (replace)
Hydraulic hose leaking
Head hold valve defective
4 Blade tracking incorrect
Improper tension (adjust)
Tracking needs adjustment
Wheel is worn or in poor condition
5 Blade stalls in cut
More tension needed
Excessive feed rate (reduce)
Blade pitch incorrect
Carbide guides over tightened
6 Blade vibrating excessively
Blade speed too fast
More blade tension needed
Guide arms too far apart
Feed rate too slow (increase)
Carbide guides worn or loose (adjust or replace)
Note: new blades tend to vibrate until they are “broken in”
7 Excessive blade breakage
Excessive blade tension (reduce)
Excessive feed rate (reduce)
Top guide(s) damaged (replace)
Blade back rubbing against wheel ange
Check tracking
8 No coolant ow
No coolant (add)
Check coolant ports for blockage
Line blockage (blow out lines with compressed air)
Coolant pump inoperable (replace)
Coolant pump has lost its prime (sink pump in coolant)
TROUBLE SHOOTING GUIDE

 Loading...
Loading...