96
97
安全
タイム アウト
設定 …………………..…………………………...............
00:30 [mm:ss]
速度
…………………………..…………………...............
100 rpm
温度
…………………..…………………...........................
-
Safe temp 確認
……..……………………………………..………….............
-
Er5............
……..…………………………………………………………......…
05:00
パスワード……..…………………………………………………………………
000
設定
言語
単位 温度
ディスプレイ
サウンド
出荷時設定
通信
情報
攪拌…………………………………………
....
-
加熱………………………….............……
.......
-
安全
……………………..…………......……..
.
-
ソフトウェア
……………………..….…..…...
.
-
ファームウェア更新情報.………………..........
.
-
キ ー ・ト ー ン
…………………….……..……..
-
背景
ファームウェア更新情報
ºC
………………..……….……..
ºC
ºF
(日本では利用できません)….
-
English
………………………………………….
English
Deutsch
……………………………………..…
-
Français
…………………………………………
-
Español
…………………………………………
-
Italiano
…………………………………………
-
日本語
…………………………………………
-
한국어………………………………………....
-
中文
…………………………………....………
-
Portuguese
……………………………………
-
русский язык..…………………………………
-
···
Bluetooth
…………………..……………..…
...
-
-
黒
…................……....
黒
白
………………….........
-
ダイヤルノブ(D)を回してメニュー項目を変更し、決定は、ダイアルノブを押
します。
トルク傾向測定 (Torque trend measurement)
トルク傾向測定は、溶液の粘度の変化を推測するために行わ
れます。
本装置には絶対粘度を測定する機能が搭載されていません。
あくまでも、指定したスタートポイントから溶液粘度の相対的
な変化を測定して表示するものにすぎません。
モーター速度および溶液内の撹拌子が目標速度に達し、安定
すると、粘性測定は100%の状態になります。
そのため、測定されたトルク傾向の増加は、>100%あるいは
<100%の形式で表示されます。
必要があれば、「戻る」(F)キーを押すことにより数値を100%に
リセットすることができます。
注:
トルク傾向測定は、測定期間中、設定された速度で稼働する場
合しか行うことができません。
そのため、インターバルモードが起動中の状態ではトルク傾向
測定を行うことはできません。
現在の制御変数は、基準値100%のΔPとして保存され、デジタ
撹拌子離脱 (Stirring bar decoupling)
撹拌子の離脱を検知した場合、撹拌子を捕えるために撹拌機
能は一時的に中断されます。その後、設定回転数まで再作動し
ます。撹拌子の離脱を検知した場合、記号16に代わって特別な
記号 (
で表示されます。次の3分間以内(目標速度が変更さ
れていない場合のみ)に撹拌子が離脱した場合、撹拌子を捕え
た後の速度は 100 rpmまでしか上がりません。3分間以内に撹
拌子が4回連続脱落した場合-、エラーメッセージ ER 41 が表示
されます。速度は 200 rpmまで落とされ、加熱機能が停止され
ます。
この場合、試験条件を見直す必要があります。
注:
撹拌中に撹拌子が離脱しないように、ご使用者の方が撹拌子サイ
ズ、速度、容器形状、溶液の適合性を見極める必要がございます。
攪拌 (Stirring)
メニュー設定(詳細):
ルディスプレイに表示されます。すると、粘度の変化は%の形式
で表示されるようになります。粘度の増減に合わせるように、数
値が100%上下に変動します。
Eurostar Control RS 232
……..…
.............
-
USB
……..…
.................
-
Minimum Speed..........
-
間欠モード (Intermittent mode)
インターバルモードは、撹拌機能を一定の周期で停止させるこ
とができるモードです。開始時間とインターバル時間の両方を
制限速度(Speed Limit)
「Speed Limit」メニューでは、撹拌機の最大制限速度を設定で
きます。設定が変更された場合、無線コントローラーは以降の
撹拌タスク用に新しい値を保存します。
「Speed Limit」が変更された場合、速度は、新しく設定された範
囲内で調整されます。
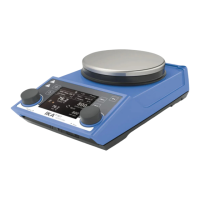
加熱 (Heating)
実験テーマに合わせて、3種類の温度制御方式をお選び頂けま
す。選択された温度調節方法は、記号(11)とともに表示されま
す。
制御方法 (Control method)
精密 PID (aPID):高精度な温度制御が求められるサンプルに適
しています。
長所:
• 高精度な温度制御を
実現
• 設定温度に対して、オ
ー バ ー シュートしな
い。
短 所:
• 設定温度に到達する時間が長い
高速PID (fPID): PID制御と2点制御の長所を組み合わせた方
式を採用しています。(高速
加熱と高精度な温度制御を
実現しますが、オーバーシ
ュートする可能性がありま
す 。)
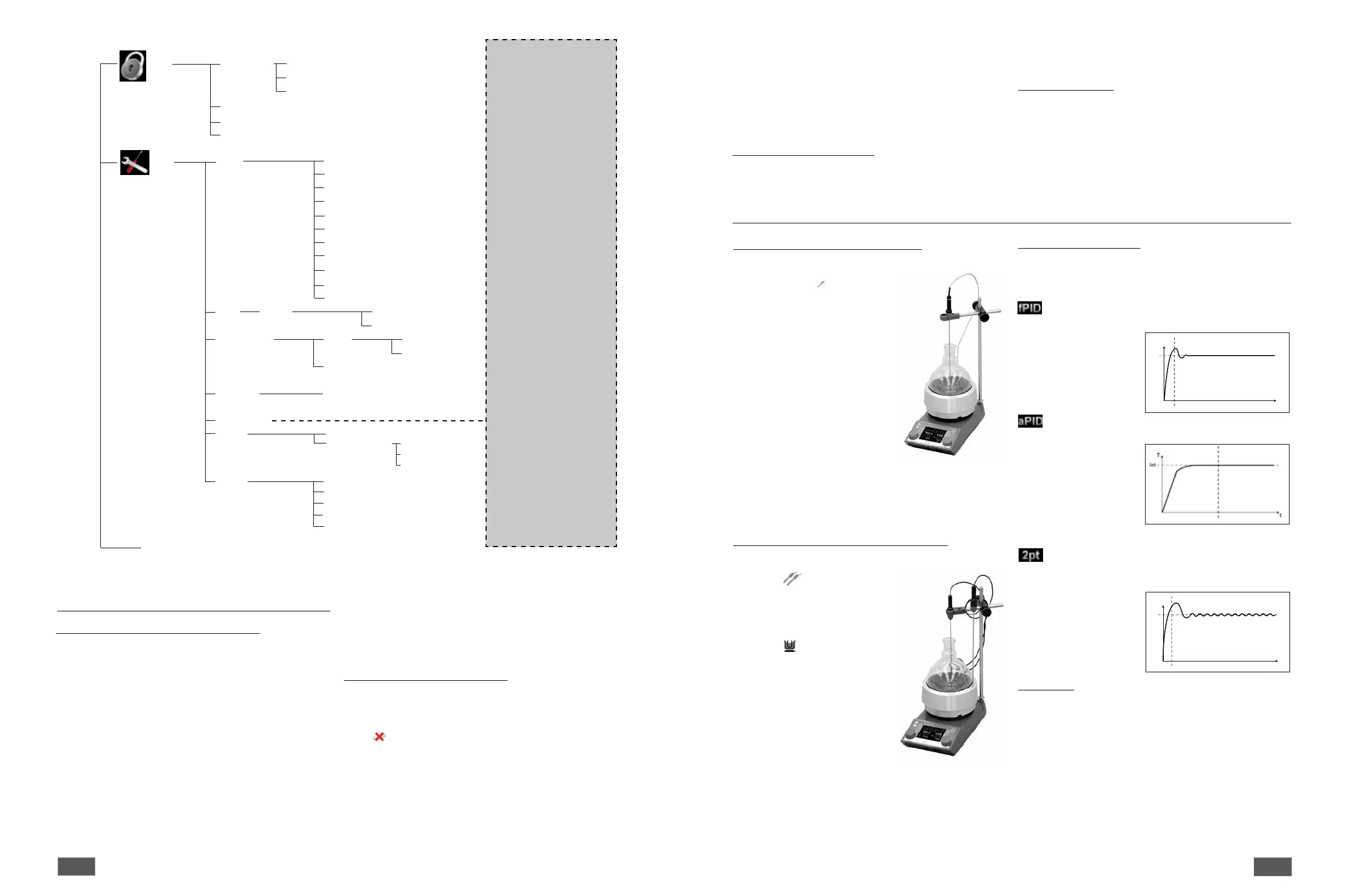
2 - ポイント (2 pt):
高精度の温度制御が不必要なサンプル向け
長 所:
• PIDよりも速く加熱する
ことができます。
短 所:
• 最大10 Kのオーバーシ
ュートの可能性があり
ます。
T
Set
t
T
Set
t
限界 (Limits)
溶液やアルミブロックが過熱しないよう、個別に温度範囲を設
定することができます。
媒体限界 (Medium limit):
「Medium limit」メニューでは、必要に応じて溶液の最大加熱値
を設定することができます。
キャリア 限 界 (Carrier limit):
「Carrier limit」メニューでは、必要に応じてご使用されているブ
ロックのに最大加熱値を設けることができます。
限界情報 (Limit information):
「Limit information」メニューでは、設定された加熱リミット値が
表示されます。
PT 1000 デュアル(二股)センサーの
操作状況は
記号の形式でディス
プレイに表示されます。 1つの温度
センサが熱媒体内に配置されてい
ます、もう一方は反応媒体内に配置
されています。設定温度値(2)は 、媒
体の温度です。熱媒体温度は、先頭
にシンボル
付きで 現在の温度と
して表示されます。
反応媒体の実温度は、実温度(5)とし
て表示されます。 天板温度(そして熱
媒体温度) は、安全限界温度(7)によ
り制限されます。反応媒体温度は、
設定温度限界(媒体/反応温度限界)
により制限されます。
溶液温度制御PT 1000ダブル温度センサーの使用
PT 100 を使用する場合、選択された
温度制御モードは
記号の形式で
ディスプレイに表示されます。
ディスプレイに表示されている設定
温度値(2)と実温度(5)は、媒体の温
度です。 天板温度は、安全限界温度
(7)により制限されています。 天板温
度は設定された安全限界温度(7)に
よって制限されています。 溶媒温度
は、マイクロコントローラによって制
御されます。溶媒温度は、PT 100 温
度センサーによって測定され、設定
された温度を超えない範囲で可能
な限り短時間で加熱されます。マイ
クロコントローラは、様々な容器の
種類、溶媒の特性によって自動的に
適応することができます。このシステ
ムにより、温度ドリフトや、温度変動
のない最適な温度制御が実現できます。
温度制御モードPT 100温度センサーの使用
設定回転数値に到達する前に撹拌子が離脱した場合、撹拌子
離脱モニタリング機能は作動しません。
伝達トルクが高ければ高いほど、撹拌子離脱モニタリング機能
は安定的に起動します。
回転数が300~1200 rpm時で、40 mm以上(d= 8 mm)の撹拌
子を入れた水の場合、撹拌子が離脱する可能性が高くなりま
す。Trikaのような長い撹拌子、表面積の広い撹拌子のとき、あ
るいは高速回転するときは、伝達トルクが大きくなります。
設定することができます。装置の電源を入れてインターバルモ
ードが起動される場合、それぞれの時間が表示されます。
 Loading...
Loading...