MIG 325,405,505
Operating manual Page 22
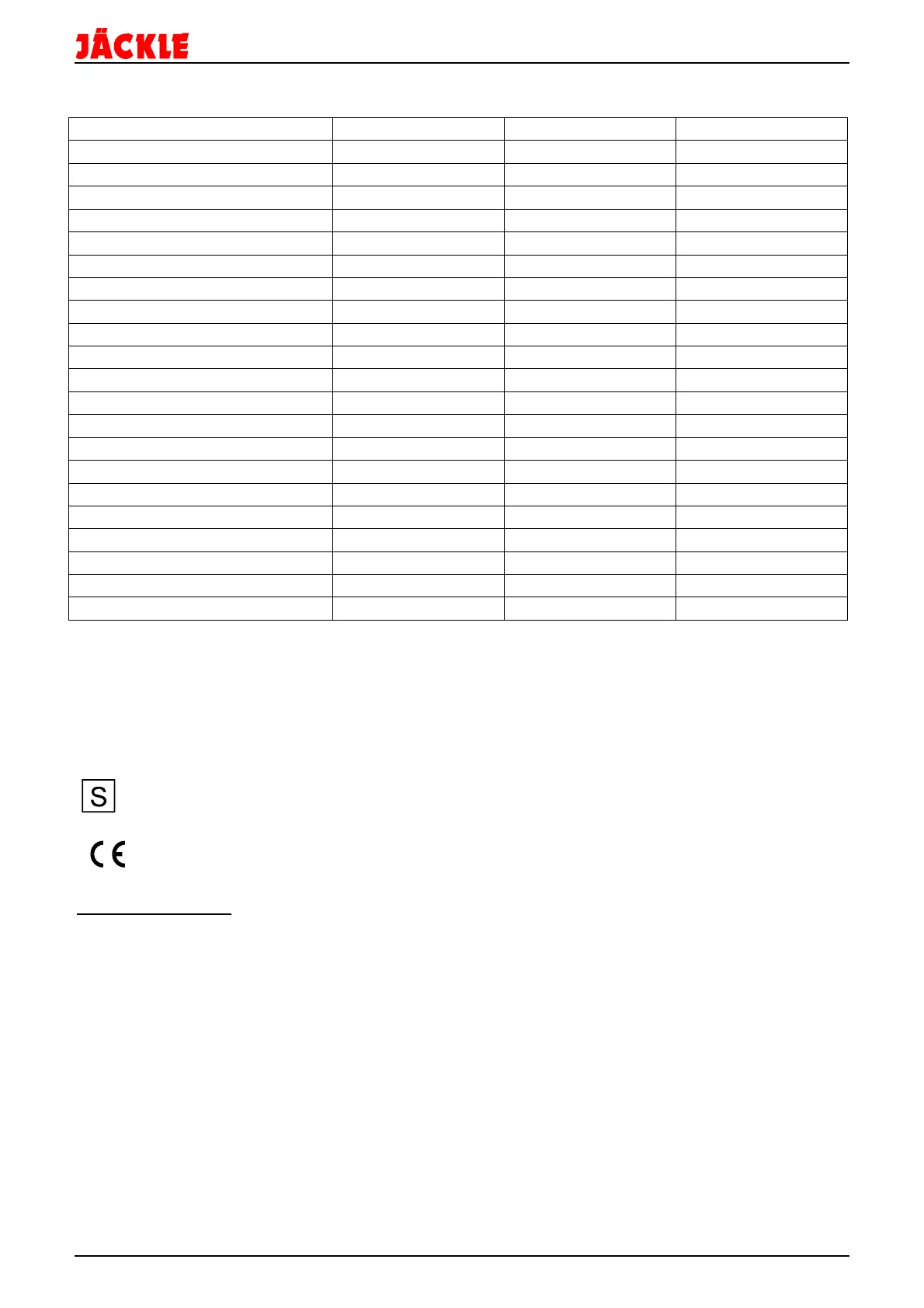
21. Technical data
Power source MIG 325 MIG 405 MIG 505
Supply voltage, 50 Hz 400 V, 3-phase 400 V, 3-phase 400 V, 3-phase
Max. current consumption 24 A 32 A 45 A
Fuse 20 A slow 25 A slow 32 A slow
Max. power draw 16 kVA 22 kVA 28 kVA
Cos phi 0.8 0.8 0.8
Set-point range 40 - 320A 40 - 400A 60 - 500A
Operating voltage 16 - 30V 16 - 34V 17 - 39V
Open-circuit voltage 19 - 50V 19 - 55V 23 - 61V
Voltage steps 24 2x coarse 24 2x coarse 24 2x coarse
1x fine 1x fine 1x fine
Duty cycle 50 % 500A / 39V
Duty cycle 60 % 320A / 30V 400A / 34V 440A / 36V
Duty cycle 100 % 250A / 26,5V 250A / 26,5V 320A / 30V
System of protection IP 23 IP 23 IP 23
Insulation class H (180° C) H (180° C) H (180° C)
System of cooling F
Weight incl.water-cooling system 155kg 161kg 167kg
excl. water-cooling sytem 147kg 153kg 159kg
Dimensions L x W x H (mm) 1040 x 460 x 905 1040 x 460 x 905 1040 x 460 x 905
Noise level < 70 dB(A) < 70 dB(A) < 70 dB(A)
Wire feed
Wire feed motor with 42 V, 140 W
Wire feed speed 1,0 - 24 m/min
Diameter of wire 0.8 - 1.6 mm
Authorized for welding under increased electrical hazard
Manufactured in accordance with EN 60 974-1 and EN 60 974-10
Generator operation:
The generator must have 30% more power as the welding unit.
Example: 16kVA (unit) + 30% = 21kVA. The generator for this unit must have 21kVA.
A generator with less power will damage the Jäckle welding unit as well as the generator himself
and is disallowed.
22. Environmental conditions
The power source must be operated at a temperature between -10°C to +40°C and a relative humidity of 50% at
40°C or up to 90% at +20°C. The ambient air must be free of unusual amounts of dust, acids, corrosive gases
or substances, etc., unless they occur during welding.
To prevent damage to the machine the temperature around the machine is controlled.
If this temperature is below -10°C or above + 40°C, the following text appear on the display and the machine
can not be started:
t°C - int – ‚measured temperature value’
Only when the temperature is in the prescribed range, the welding operation can be started.