EN
3.5 Selecting shielding gas
Press the shielding gas selection button to set the shielding gas type to either CO₂ or mixed
gas according to the gas you are using.
Select CO₂ if you are using carbon dioxide. Select Ar + CO₂ (MAG) if you are using mixed gas.
NOTE! HiArc M has a factory set pre-gas time of 0.2 s and a Post-gas time of between 2 – 4 s,
depending on the welding power settings.
3.6 Gas test
To test the shielding gas ow, press the gas test button once. The shielding gas starts to ow
and stops automatically after 20 seconds.
To interrupt the gas test, press the button again.
3.7 Trigger logic and Crater Fill function
The HiArc M 400R power source is equipped with a crater ll function, which makes your
welding more ecient and helps you avoid welding defects at the end of the weld sequence.
With this function you can use an additional crater ll current level, which can be lower or
higher than your normal welding current level.
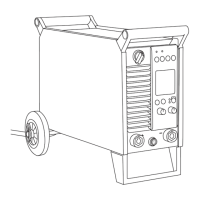
2T mode
MIG welding with 2T mode of the gun trigger.
• Push the trigger – welding starts after preset pre-gas time.
• Release the trigger – welding ends. Post-gas ows for preset time.
1. 2.
1. Pre-gas time
2. Post-gas time
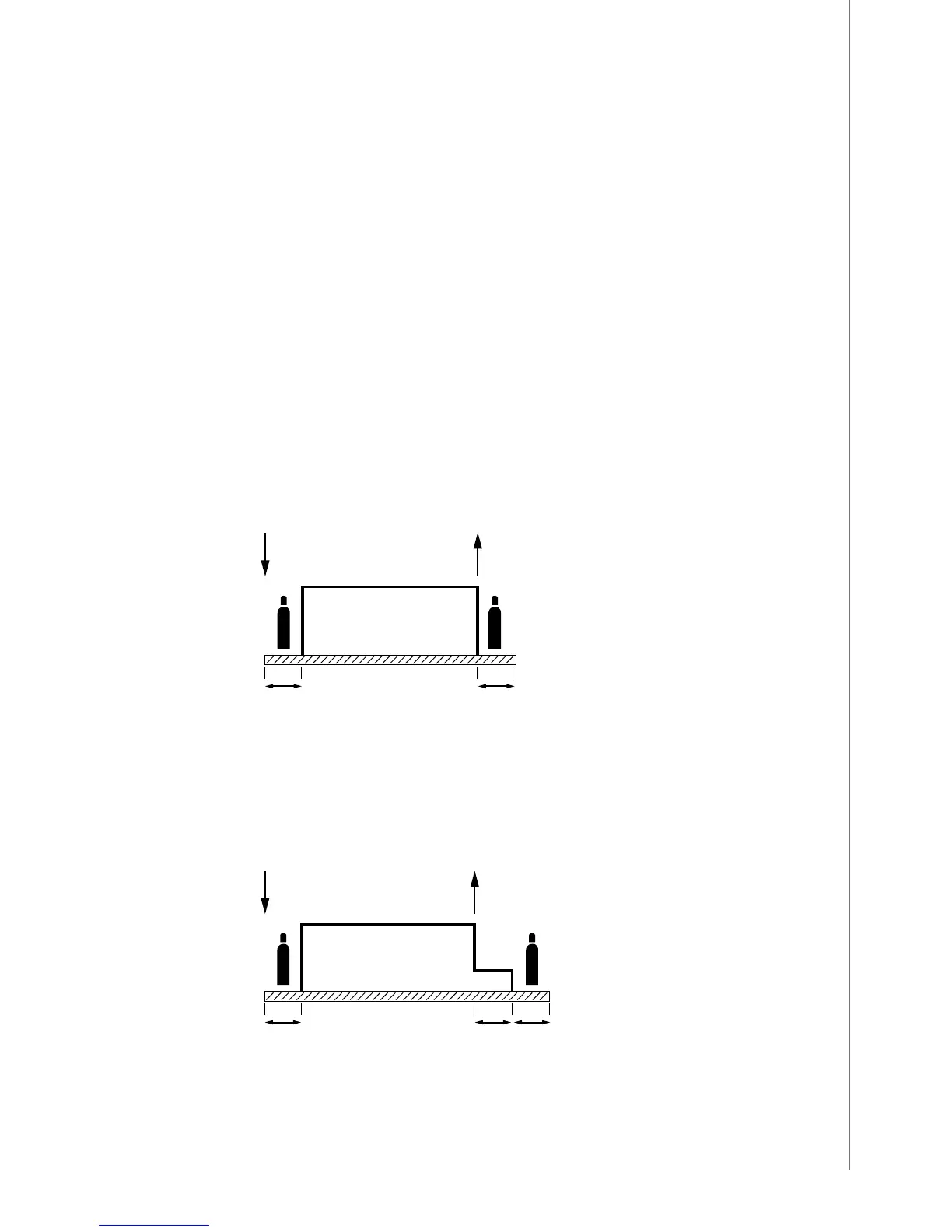
2T mode and crater ll function
• Push the trigger – welding starts after preset pre-gas time.
• Release the trigger – values drop to preset crater ll level and welding ends after preset
time. Post-gas ows for preset time.
1. 2. 3.
1. Pre-gas time
2. Crater ll time
3. Post-gas time
11
© Kemppi Oy / 1308
 Loading...
Loading...