13
MasterTig ACDC 3500W© Kemppi Oy 2021 R01
OPERATING MANUAL
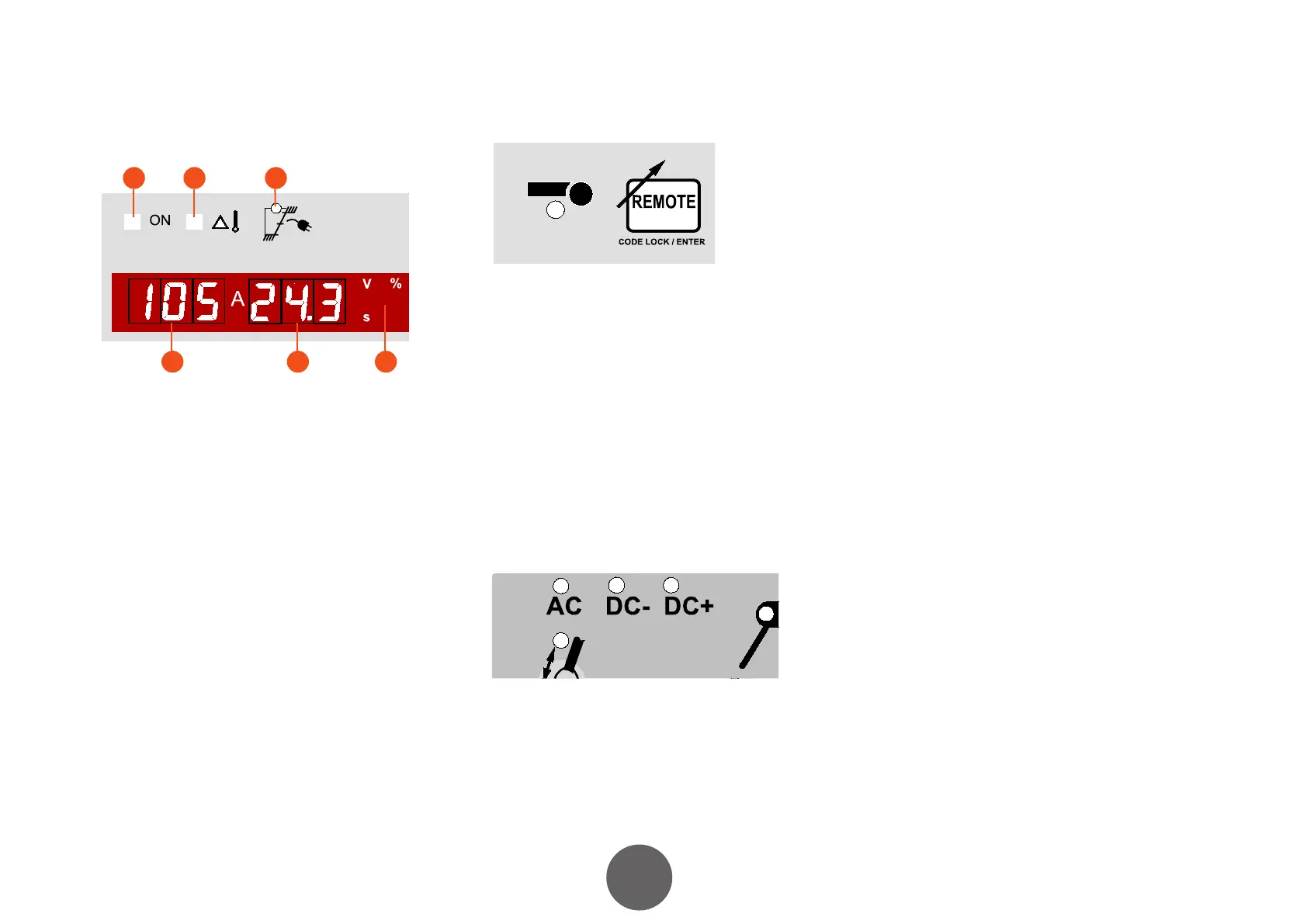
3.1 Numerical displays and signal lights of the
panel
1 2 3
4 5 6
1. Machine on
2. Heat protection
3. Wrong mains voltage, over or under-voltage
4. Display of welding current or set value current
5. Display of welding voltage or parameters
6. Units of the display
The signal light of thermal protection is on when the
machine has over-heated. Let the machine on so that the
fan will cool the machine. Wait until the light goes o, and
you can continue welding.
The light for the wrong voltage turns on if the mains
voltage is too high or too low. Check the voltage setting
of the machine and/or the mains voltage. The wrong
voltage light will also turn on if there is a momentaneous
over-voltage in the mains supply.
The current is displayed with a tolerance of 3 % ± 2 A; the
voltage with a tolerance of 3 % ± 0.2 V.
3.2 Use of the remote control
The remote control is selected from the key REMOTE. With
the remote control you can adjust the welding current
of MMA and TIG welding. The values of the parameters
(up-slope and down-slope times, gas ow times etc.) are
adjusted from the current knob.
With remote control unit C 100AC you can also change
the welding method (MMA / TIG). The machine selects the
polarity (type of current) in accordance with an advance
selection on the panel.
3.3 MMA welding
3.3.1 Selection of type of current
Select MMA welding by pressing the selection key of
MMA welding. The signal light of the type of current
indicates the current type selected: AC, DC-, DC+.
Change the current type by pressing the MMA selection
key again and the current type will change and the signal
light will show the current type selected.
3.3.2 Broken arc method
Press the BROKEN ARC key and the signal light for broken
arc method turns on.
A broken arc method has to be used if the seam to be
welded cannot tolerate the heat of a continuous arc. The
heat of the welding is controlled by breaking the arc.
Usually the reason is thin material or various ttings. In
the broken arc method position, the arc breaks faster
and the ignition pulse is smaller then in ordinary MMA
welding.
3.3.3 Control of MMA welding dynamics (only with
minilog and pulse panels)
Press the DYNAMICS key and you will see the numerical
value corresponding to the dynamics in the display.
You can change the value by turning the current knob.
Numerical value zero is the normal setting for all MMA
electrodes. When the value is adjusted negative (-1...
9), the arc is softened. The amount of spatter decreases
when welding at the upper end of the recommended
current range of the electrode. On the positive side (1...9)
the arc is rough.
It is suitable e.g. for thin stainless steel rods when welding
near the lower end of the recommended current range.

 Loading...
Loading...





