7
MasterTig ACDC 3500W© Kemppi Oy 2021 R01
OPERATING MANUAL
2.6 Electrodes to be welded
With the Mastertig AC/DC power source you can use all
electrodes designed for DC or AC welding within the
current limits of the machine in question.
Mastertig AC/DC 3500W power source is suitable
for carbon arc gouging and cutting according to its
maximum power.
Reference max electrode diameters and yield
electrode type yield 3500W
Fe-rutile 95 % ø 6
Fe-base 100 % ø 6
Fe-high-yield 180 %
250-270 %
ø 5
ø 5
Ss-rutile - - - ø 6
Ss-base - - - ø 6
Ss-high-yield 150 % ø 6
Hard facing by
welding
100 % ø 6
2.7 TIG DC welding
DC– current is used typically when welding dierent kind of steel. We rekommend for DC– welding
a WC20 (grey) elctrode.
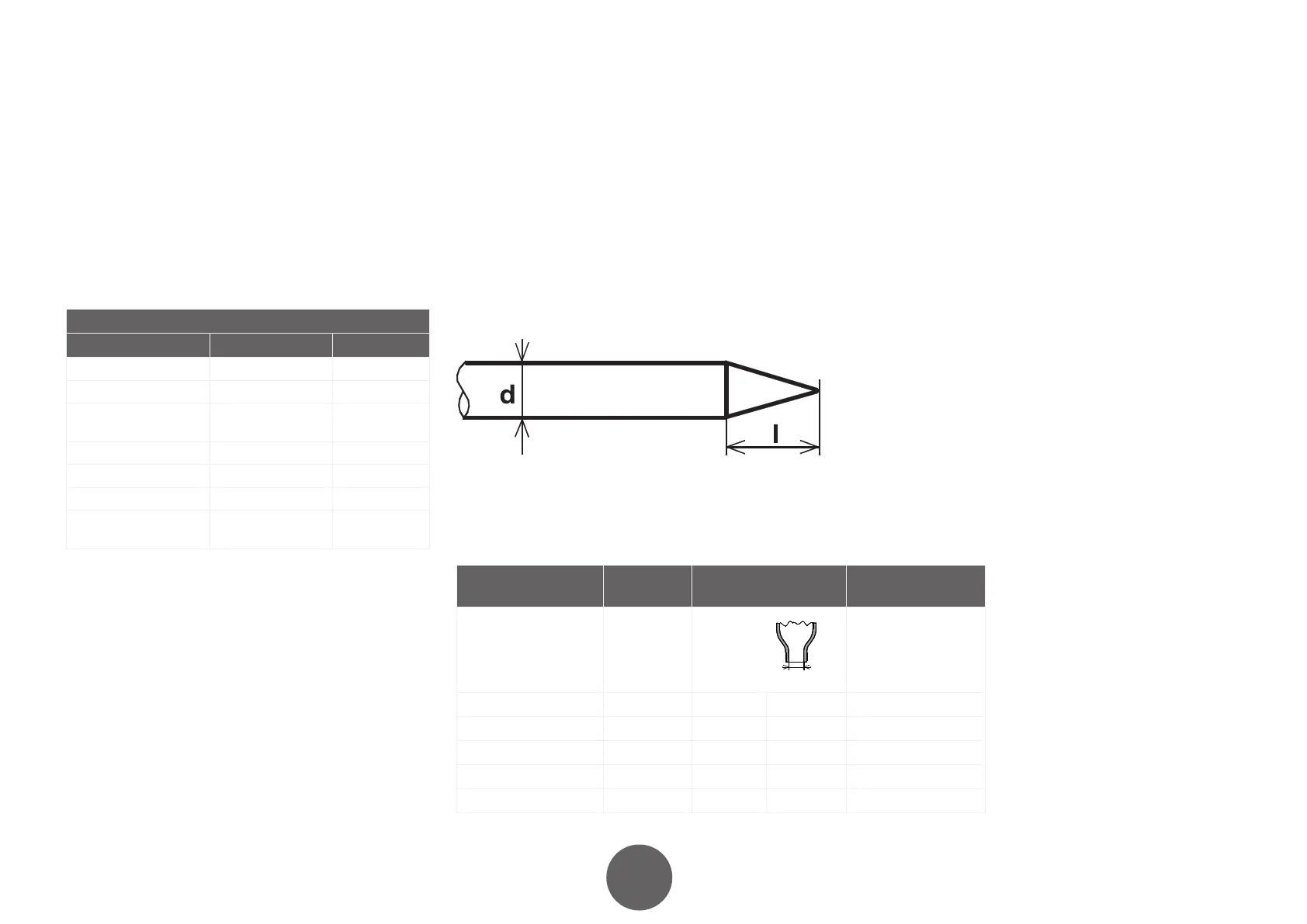
2.7.1 Sharpening of the electrode
The tip of the electrode is sharpened into a cone, so that the arc becomes steady and the thermal
energy is concentrated on the spot being welded. The length of the sharpening to the diameter of
the electrode:
with small current sharp l = 3 x d
with large current blunt l = 1 x d
Choice of the electrode for DC welding. The table is only given as a guide.
Welding current
range
Electrode Gas nozzle Gas ow rate
DC-
A
WC20
ø mm
number ø mm
Argon
l / min
5...80 1.0 4/5 6.5/8.0 5...6
70...140 1.6 4/5/6 6.5/8.0/9.5 6...7
140...230 2.4 6/7 9.5/11.0 7...8
225...350 3.2 7/8 11.0/12.5 8...10
330...350 4 10 16 10...12

 Loading...
Loading...





