ON
ICS
TM
A
10
20
40
60
80
100
120
140
M
I
N
A
R
C
ø 1,6 ø 2,0 ø 2,5 ø3,25
Fe-Rutile 30-60 40-80 50-110 80-140
Fe-Basic 30-55 50-80 80-110 110-140
1
3
2
4
5
6
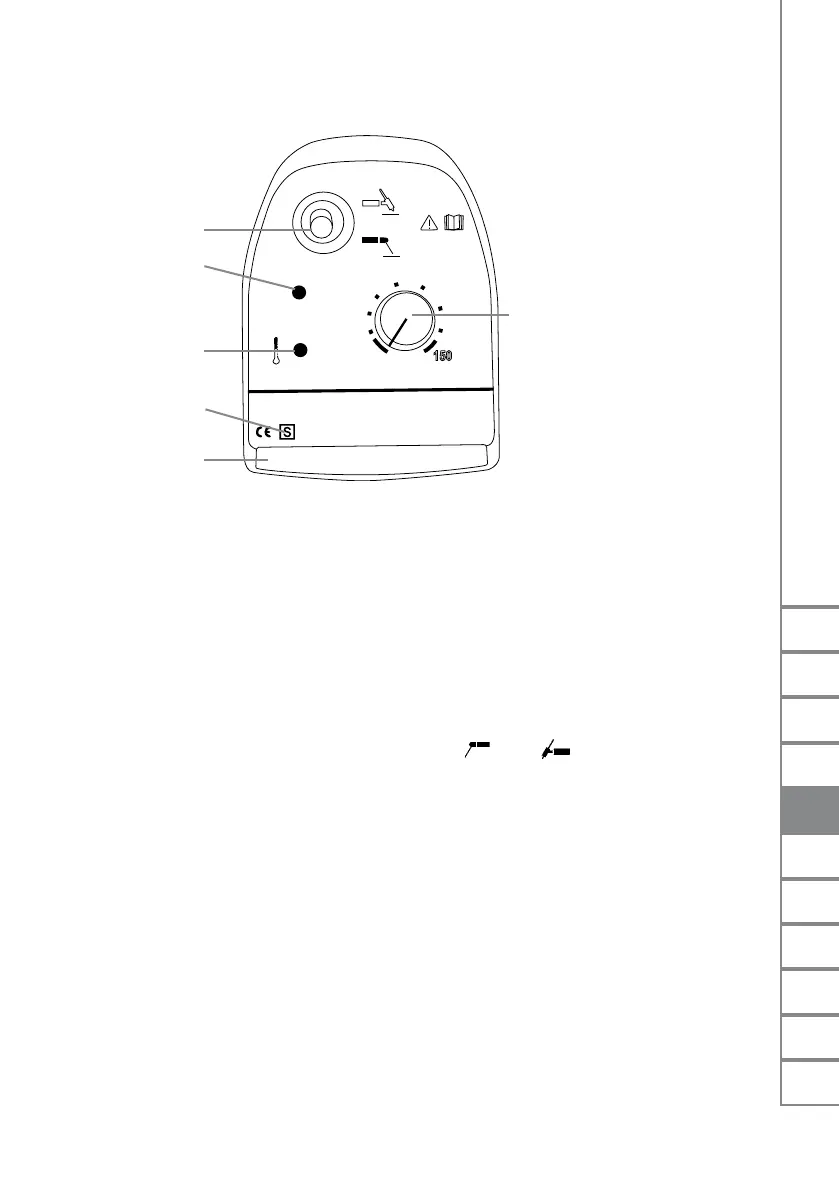
Main switch and signal light
When you turn the main switch to position I, signal light is lit and the unit is
ready for welding. Signal light is always on, when the unit is connected to the
mains and the main switch is in position I.
NOTE! Always start and stop the machine from the main switch, never use the
plug as a switch!
Signal light VRD safe ON (1)
The machine is equipped with an OCV reduction circuit. The signal light is lit
when the circuit is activated and the unit is in working order.
Welding process selector, MMA / TIG
Switch is used for selecting either MMA or TIG welding, depending on
welding target.
VRD: When you have switched the unit to TIG welding, VRD is constantly
active,thusreducingterminalvoltageto30V.Thisfacilitatesarccut-owhen
you stop welding.
Regulating welding current
Welding current rate is regulated steplessly with an adjusting potentiometer.
Signal light for overheating
A yellow signal light of overheating is lit, when thermostat has tripped due
to the unit’s overheating. Fan will cool the unit and after the signal light goes
o, the unit is again ready for welding.
11
Minarc 150, 151, 150 VRD, 120/150 AU / © Kemppi Oy / 0901
 Loading...
Loading...