3. USE
NOTE! It is forbidden to weld in places where there is a danger of re or
explosion!
3.1 WELDING PROCESSES
3.1.1 Manual Metal Arc welding (MMA)
In manual metal arc (MMA) the welding ller material is melted from the
electrode to the weld pool. Rate of welding current is selected on the basis of
electrode size used and welding position. Arc forms between electrode tip
and welding piece. The melting electrode coating forms gas and slag, which
protects the weld pool. Slag solidied over the weld is removed after welding
e.g. with a chipping hammer.
3.1.2 TIG welding
In DC TIG welding, the arc between tungsten electrode and the welding
piece melts the welding piece, thus forming a weld pool. Arc and electrode
are shielded by an inert shielding gas (Argon). If necessary, ller is used. Filler
wire is fed into the weld pool from the outside of the arc. The ller wire and
the welding current level are decided according to the base material type
and thickness, joint form and welding position.
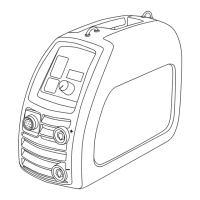
3.2 OPERATING FUNCTIONS
See also 2.4. Main components and 3.4. Welding selections.
1.Signallight,machine'ON',(VRD:'VRDsafeON')
2. Welding process selecting switch
3. Welding current adjuster
4. Signal light for overheating
5. Suitable electrodes; reference values for welding current
6.S-mark(See1.2SafetyInstruction)
10
Minarc 150, 151, 150 VRD, 120/150 AU / © Kemppi Oy / 0901
 Loading...
Loading...