S.1
ENGINE
BODY
68
mm
STROKE
SERIES WSM,
01
160
C066F050
&
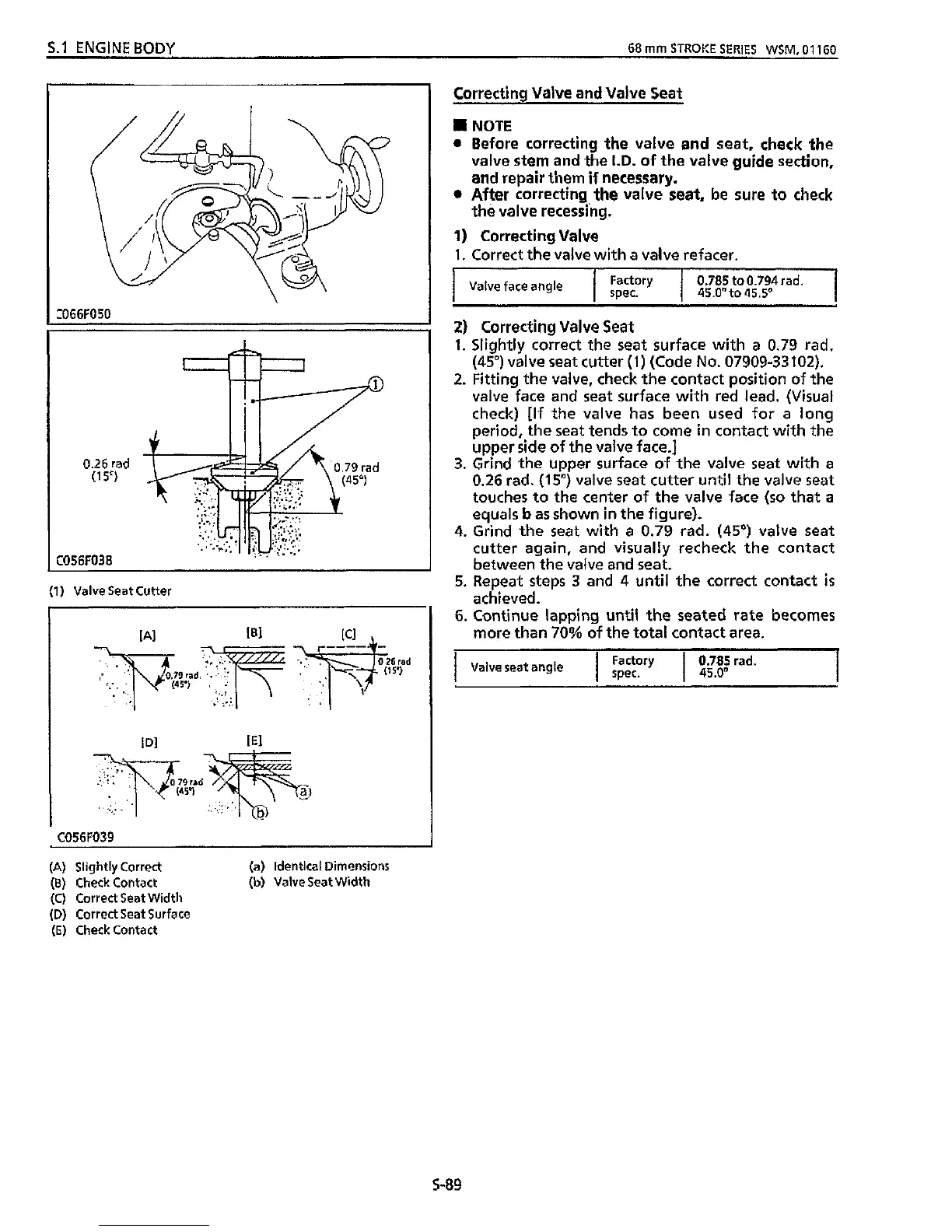
0.26
rad
(1
5")
C056F038
C056F039
(A)
Slightly Correct
(a)
Identical Dimensions
(e)
Check Contact
(b)
Valve Seat Width
(C) Correct Seat Width
(D)
Correct Seat Surface
(E)
Check Contact
Correcting Valve and Valve Seat
W
NOTE
0
Before correcting the valve and seat, check the
valve stem and the
I.D.
of
the valve guide section,
and repair them
if
necessary.
0
After correcting the valve seat, be sure to check
the valve recessing.
1)
Correcting Valve
1. Correct the valve
with
a valve refacer.
I
0.785
to
0.794
rad.
I
spec.
Factory
I
45.0"to
45.5"
I
Valve face angle
2)
Correcting Valve Seat
1.
Slightly correct the seat surface
with
a 0.79 rad.
(45") valve seat cutter (1) (Code
No.
07909-33102).
2.
Fitting
the valve, check the contact position
of
the
valve face and seat surface
with
red lead. (Visual
check)
[If
the valve has been used for a long
period, the seat tends
to
come
in
contact
with
the
upper side of the valve face.]
3.
Grind the upper surface
of
the valve seat
with
a
0.26
rad. (15') valve seat cutter
until
the valve seat
touches
to
the center
of
the valve face
(so
that a
equals bas
shown
in
the figure).
4.
Grind
the seat
with
a 0.79 rad. (45') valve seat
cutter again, and visually recheck the contact
between the valve and seat.
5.
Repeat steps 3 and 4
until
the correct contact
is
achieved.
6.
Continue lapping
until
the seated rate becomes
more than
70%
of
the total contact area.
.
0.785
rad.
I
Valve seat angle
I
spec.
Factory
I
45.0"
5-89