101
Se a avaria persistir, contacte os serviços de assistência técnica autorizados.
< Sobrecarga
*
Aquecimento/ Tracçã
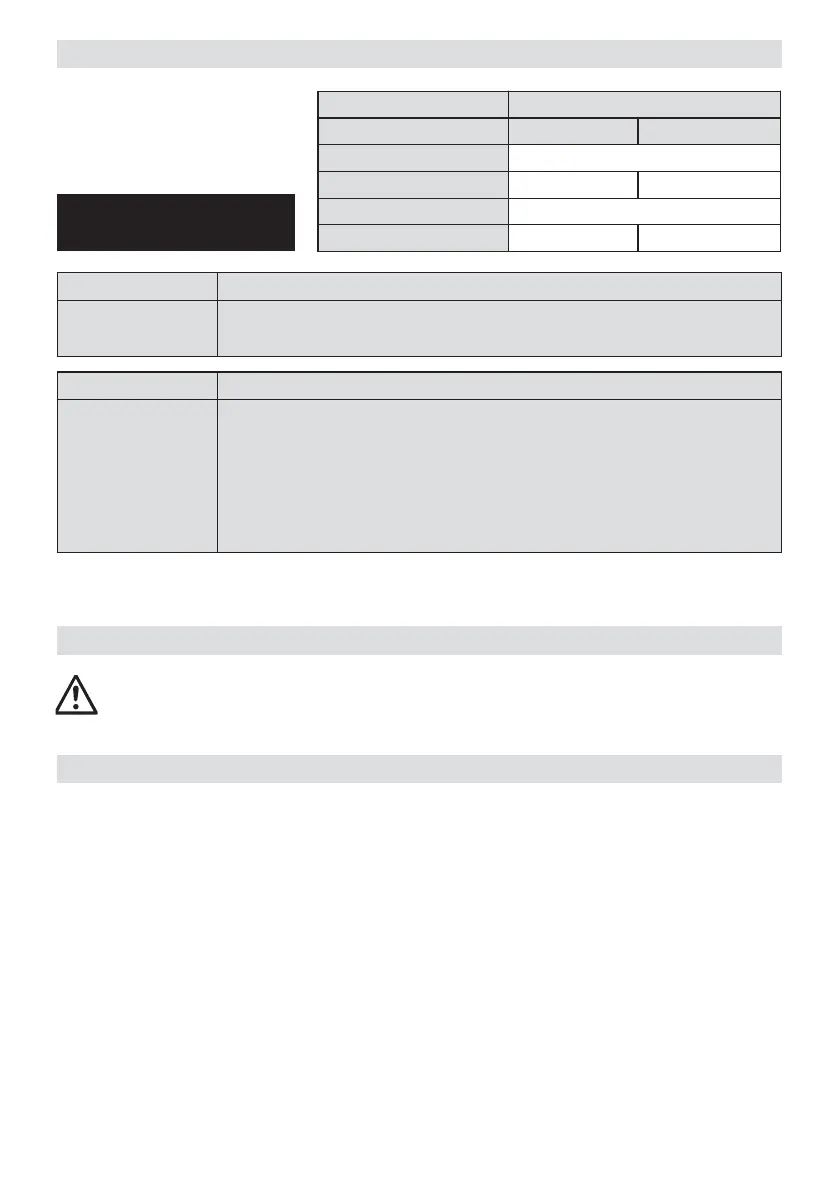
Controle do processo de soldagem e
detecção de erros por indicação no
mostrador do consumo de potência.
Condições de funcionamento
Mostrador N.º Nível
Condução/ Aquecimento Condutor Comando
1. Velocidade de soldagem
Valor ACTUAL
2. Velocidade de soldagem
Valor Determinad Potência de Consumo
3. Temperatura
Valor ACTUAL
4. Temperatura
Valor Determinad Potência de Consumo
Mostrador 4 Causas de erro no aquecimento após pré - aquecimento
100 %
100 %
• Tensão de alimentação inferior à recomendada
• Avaria do elemento técnico
Mostrador 2 Causas de erro na tracção
100 %
100 % ou <
100 % ou <
100 % ou <
100 % ou <
• Tensão de alimentação inferior à recomendada
• Largura da sobreposição excessiva
• Sujidade nos rolos de tracção (20/ 21)
• Pressão de soldagem superior à máxima admissível (1000N)
• Velocidade de soldagem excessiva com sobrecarga súbita
( Ex: canal, súbito, juntas T)
Executar teste de soldagem de acordo com as instruções do fabricante do material de solda e
normas nacionais ou directivas. Verificação do teste de soldagem.
•O rolo de pressão/tracção (20/21), roda de trabalho (28), montante vertical inferior (30) e montante
vertical superior (29), assim como a cunha quente (7) devem estar limpos.
• As películas e tiras de calafetagem devem estar limpas entre a sobreposição assim como entre as partes
inferior e superior.
• Comprimento do cabo de alimentação eléctrica / dispositivo de alinhamento de cabos.
Controlo
Teste de soldagem