96
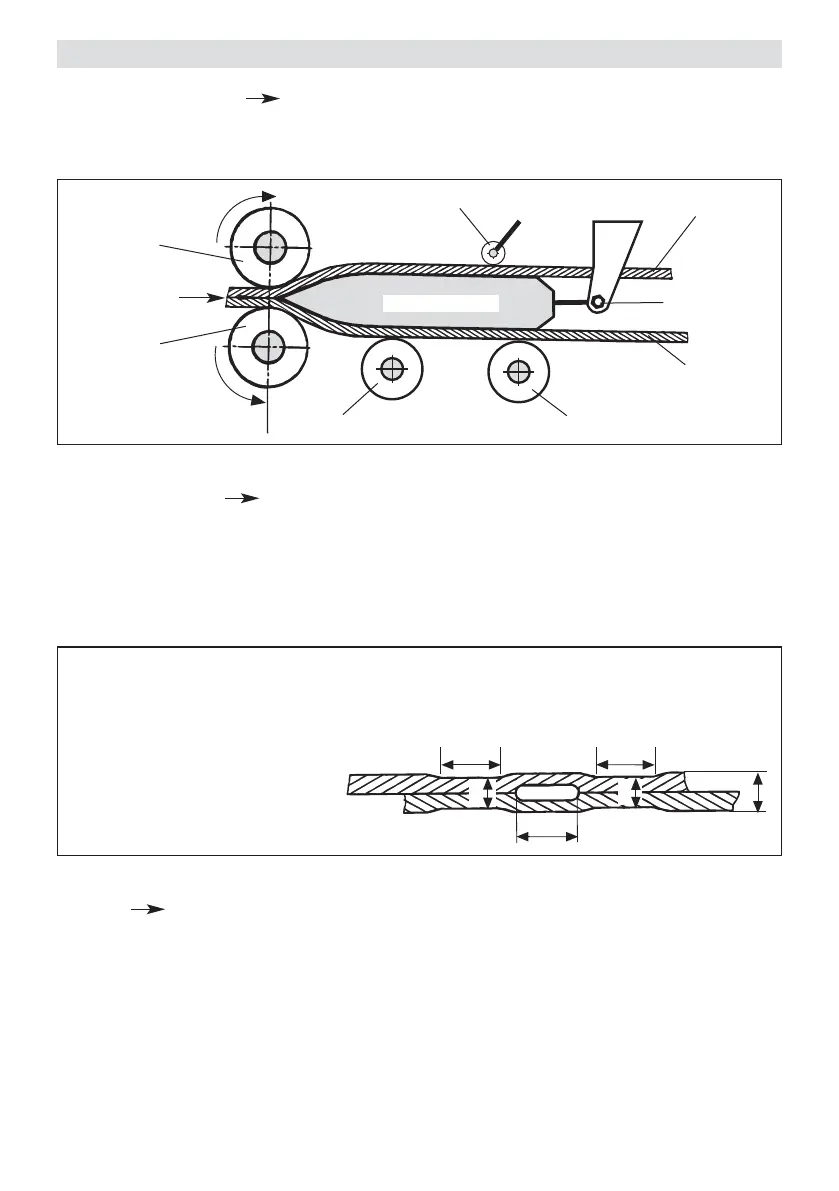
Redução de espessura na soldagem por sobreposição = A – B
A : Espessura das membranas superior e inferior
B : Espessura da sobreposição soldada
C : Secção soldada 1
D : Secção soldada 2
E : Canal de ensaio
B
CD
A
B
E
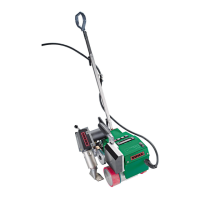
Cunha Quente
Direcção de
soldagem
Geomembrana superior
Rolo de aperto
Geomembrana inferior
Diagrama de corte transversal do sistema de cunha quente
Rolo guia posterior
Rollo de tracção
inferior/rolo de
pressão
Rollo de tracção
superior/rolo de
pressão
Rolo guia frontal
Parafuso de
afinação/ajuste
da cunha quente
Diagrama do corte transversal de uma soldagem por sobreposição
• Pressão de soldagem Ajustada linearmente. A pressão de soldagem é transmitida através da alavanca
articulada aos rolos de pressão. A cabeça basculante garante a equalizaçã da pressão em ambas as
secções soldadas (C e D) assim como na soldadura sobreposta sem canal de ensaio.
Isto permite que as juntas T sejam facilmente soldadas. Durante o processo de soldagem a pressão auto
ajusta-se de forma linear em função das alterações de espessura da geomembrana.
• Tracção Sistema duplo de tracção, é ajustado linearmente e controlado electronicamente. O sistema
de controle automático com gerador taquimétrico é designado de forma a que a velocidade de soldagem se
mantenha constante, independentemente da carga. A transmissão de potência aos rolos é feita através de
uma engrenagem planetária de 3 estádios.
• Sistema de aquecimento A temperatura do ar é ajustada linearmente e controlada electronicamente.
Em função da espessura do material a posição da cunha quente pode ser ajustada de forma linear.
Descrição das funções