36
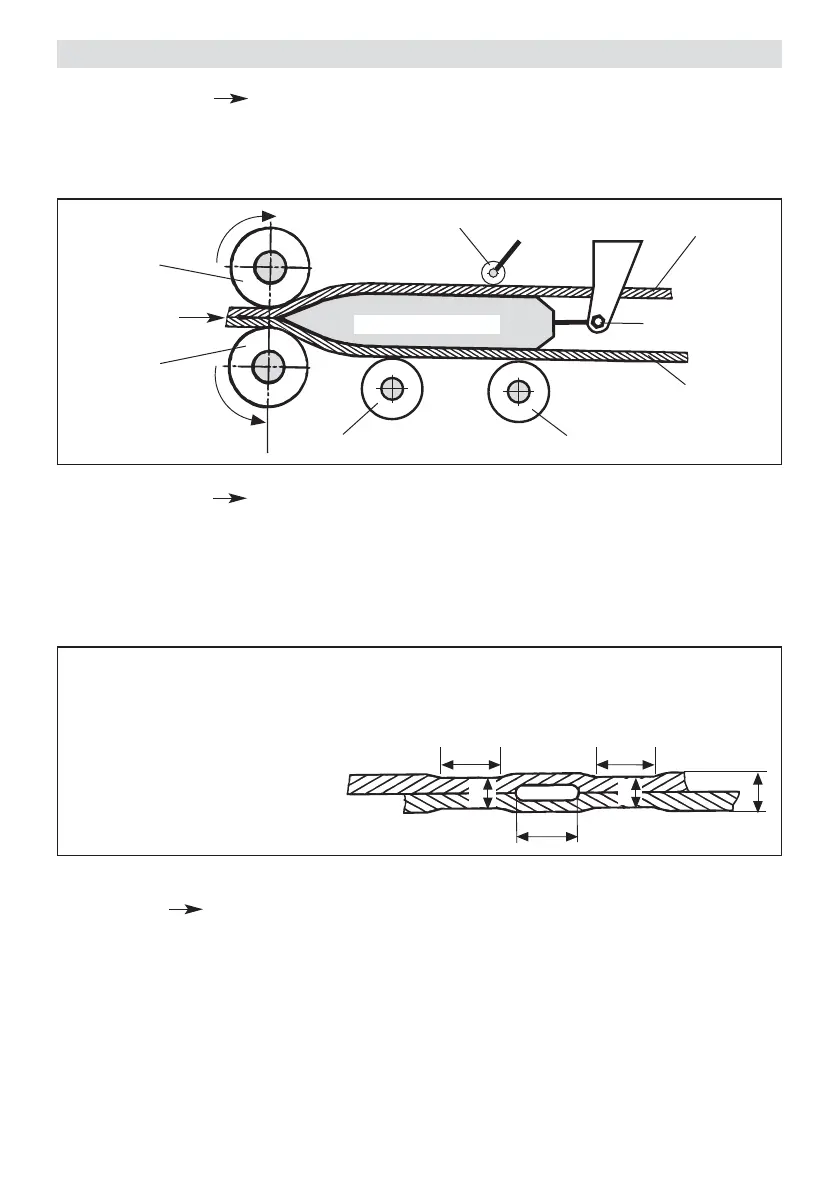
Voie d’assemblage = A – B
A : épaisseur du joint d’étanchéité en recouvrement
B : épaisseur de la soudure
C : soudure partielle 1
D : soudure partielle 2
E : canal de contrôle
B
CD
A
B
E
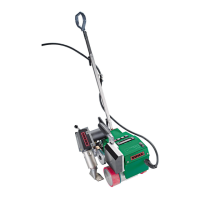
Panne chauffante
Direction du soudage
Feuille d’étanchéité supérieure
Galet d’appui
Feuille d’étanchéité inférieure
Coupe du système à panne chauffante
Galet de guidage arrière
Galet inférieur d’entraî-
nement / de pression
Galet supérieur d’entraîne-
ment et pression
Galet de guidage avant
Vis de réglage pour
clavette thermique
Coupe type d’un soudage par recouvrement
• Force d’assemblage réglable de manière continue. La force d’assemblage est transférée sur les galets de
pression, par le levier coudé. La tête oscillante garantit une ligne d’assemblage uniforme sur les deux
soudures partielles (C et D) ainsi que sur une soudure sans canal de contrôle.
Ceci permet un soudage sans problèmes de joints en T. Pendant le processus de soudage, la force
d’assemblage s’adapte linéairement à la modification d’épaisseur du joint d’étanchéité.
• Entraînement double système d’entraînement, réglable en continuet et réglé électroniquement.
Le système de réglage est conçu de maniére à ce que la vitesse de soudage chaque fois réglée demeure
constante, indépendamment de la charge. Le transfert de la charge sur le galet d’entraînement pression a
lieu au moyen d’un engrenage planétaire.
• Système de chauffe La température de la panne chauffante est réglable de manière continue et réglée
électroniquement. Suivant l’épaisseur du matériau, la position de la panne chauffante peut au besoin être réglée
en continu.
Description des fonctions