41
Si la fonction de signalisation d’erreur est toujours présente, contacter le service de réparation et de
maintenance.
< Affichage de surcharge
*
Chauffe / actionnement actif
Contrôle du processus de soudage et de la
détection d’erreurs, au moyen de l’affichage
de la puissance utilisée
Préparation avant mise en oeuvre
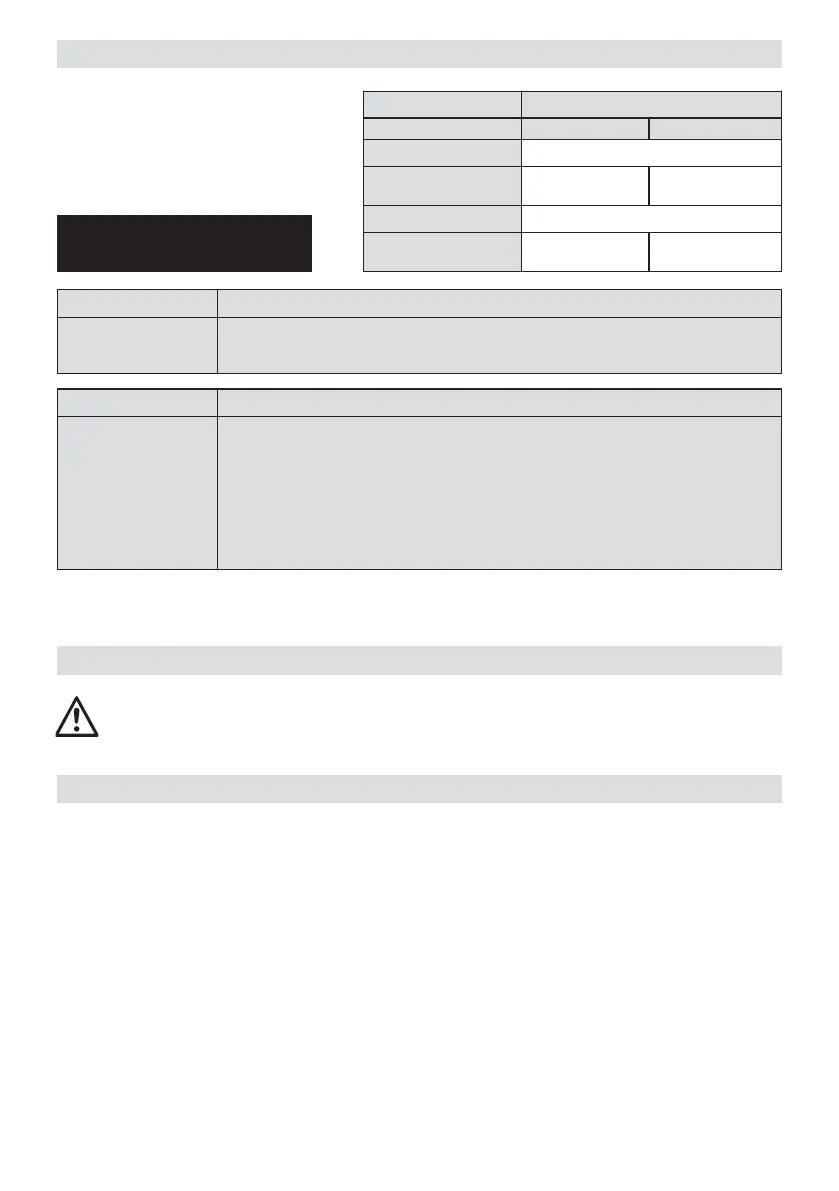
Affichage no. Niveau
Entraînement / chauffe principal de contrôle
1. Vitesse Valeur réelle
2. Vitesse Valeur de consigne Puissance
3. Température Valeur réelle
4. Température Valeur de consigne Puissance
Affichage 2
Cause d’erreur de chauffe après temps d’échauffement
100 %
100 %
• Sous-tension du réseau
• Résistance chauffantes défectueuse
Affichage 2 Cause d’erreur d’entrainement
100 %
100 % ou <
100 % ou <
100 % ou <
100 % ou <
• Sous-tension du réseau
• Trop grand recouvrement des lignes de soudage
• Encrassement des galets d’entrainement (20/21)
• Force d’assemblage maximale (de 1000 N) dépassée
• Vitesse de soudage élevée avec grand couple résistant (p. ex, creux d’adhérence,
joint droit en T ... )
Procédez à un essai de soudage conformément aux instructions de soudage du fabricant et
aux normes ou directives nationales. Contrôlez l’essai de soudage.
• Les galets d'entraînement - pression (20/21), la roue de roulement (28), la tôle de guidage inférieure (30)
et la tôle de guidage supérieure (29) ainsi que la clavette thermique (7) doivent être propres.
• Les films et revêtements d'étanchéité doivent être propres entre le recouvrement ainsi que sur la partie supérieure
et inférieure.
• Longueur du câble électrique / guide-câble.
Contrôle
Soudure de test