51
Reducción del espesor de la costura = A – B
A : Espesor de la membrana superior e inferior
B : Espesor de la costura soldada
C : Sección soldada 1
D : Sección soldada 2
E: Canal de ensayo
B
CD
A
B
E
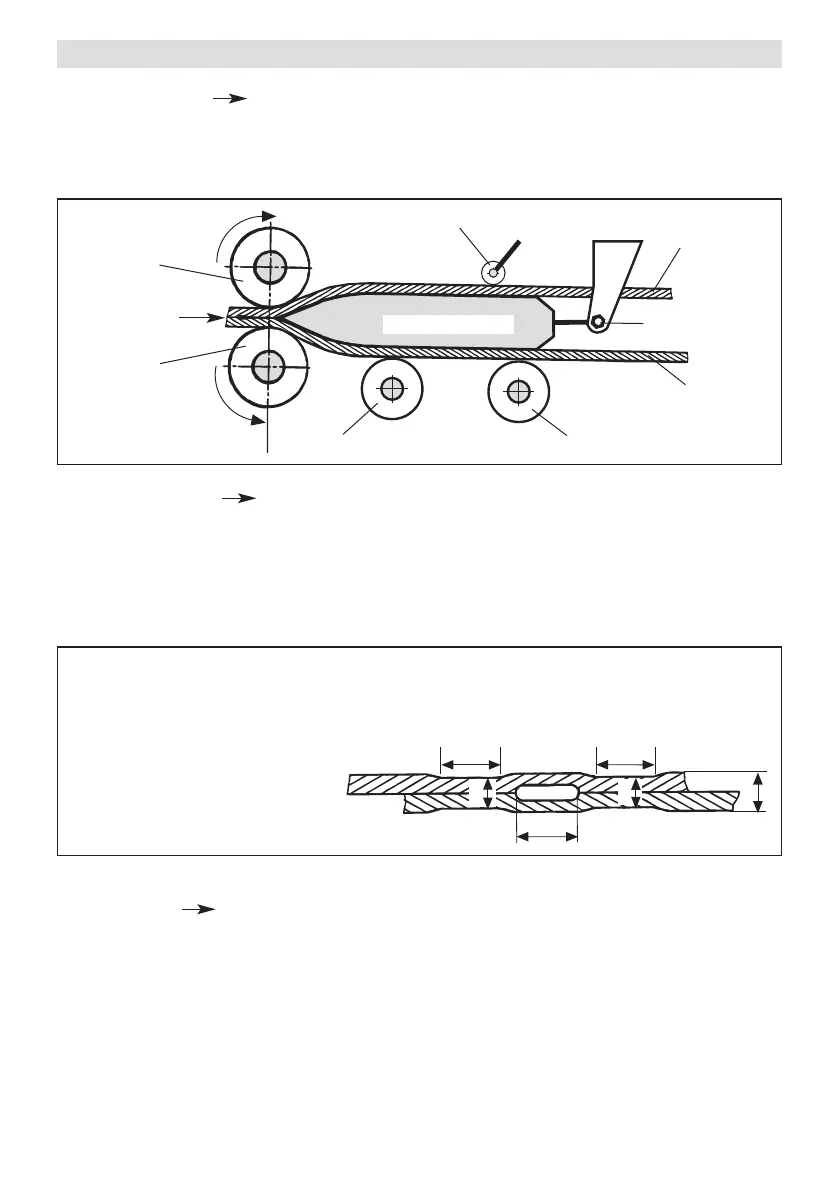
CUÑA CALIENTE
Dirección de
soldadura
Revestimiento superior
de geomembrans
Rodillo de retención
Revestimiento inferior de
geomembrans
Diagrama en sección transversal del sistema calefactor
Rodillo guía trasero
Rodillo de presión
inferior
Rodillo de
presión superior
Rodillo guía delantero
Conexión de la caña
Diagrama en sección transversal de una soldadura a solapa
• Presión de soldadura ajustable sin escala. La presión de soldadura se transmite a través de la palanca
oscilante a los rodillos de accionamiento/apriete. La cabeza giratoria garantiza una unión uniforme sobre
ambas secciones soldadas (C y D) así como sobre una costura soldada sin canal de ensayo.
Esto permite soldar fácilmente uniones en T. Durante el proceso de soldadura, la presión se adapta linealmente
al cambio de espesor de la lámina de impermeabilización.
• Accionamiento sistema de accionamiento doble, ajustable electrónicamente sin escala y controlado
electrónicamente. El sistema de control automático con el tacogenerador está diseñado de tal manera que la
velocidad de soldadura ajustada permanece constante en todo momento independientemente de la carga. La
transmisión de potencia a los rodillos de accionamiento/presión funciona a través de un engranaje planetario
de tres fases.
• Sistema calefactor la temperatura de la cuña caliente es ajustable electrónicamente sin escala y
está controlada electrónicamente. Según el espesor del material, la posición de la cuña caliente se puede
ajustar sin escala, en caso necesario.
Descripcion de funciones