71
Se il difetto persiste contattare il servizio assistenza.
< Indicazione di sovraccarico
*
Riscaldamento / azionamento inseriti
Il controllo del processo di saldatura e il
riconoscimento di eventuali difetti viene
evidenziato dall’assorbimento in potenza
dell’apparecchio.
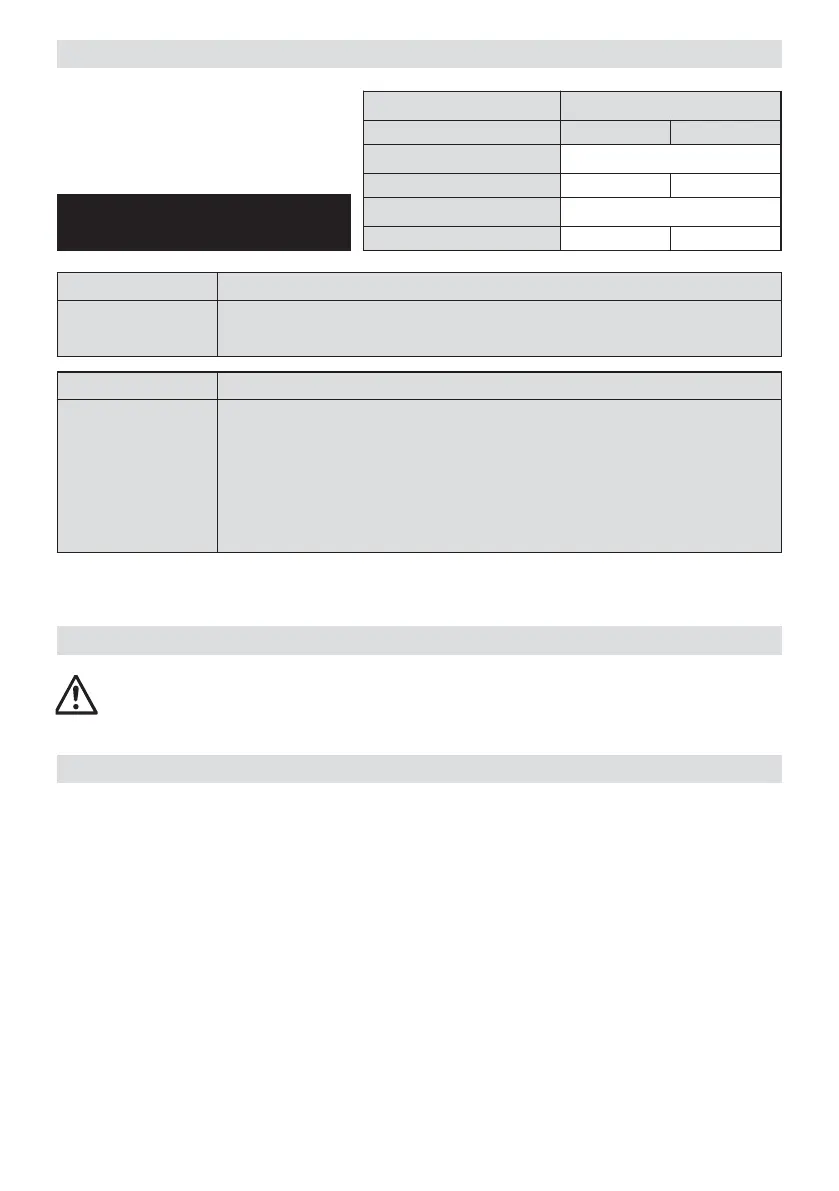
Operazioni preparatorie alla messa in funzione
Indicazione Nr. Livello
Azionamento / Riscaldamento Interr. principale Controllo
1. Velocità Valore letto
2. Velocità Valore impostato Assorbimento
3. Temperatura Valore letto
4. Temperatura Valore impostato Assorbimento
Indicazione 4 Difetto riscaldamento dopo il preriscaldamento
100 %
100 %
• Tensione Insufficiente
• Cartucce difettose
Indicazione 2 Difetto dell’avanzamento
100 %
100 % oppure <
100 % oppure <
100 % oppure <
100 % oppure <
• Tensione di rete insufficiente
• Sovrapposizione del manti troppo grande
• I rulli di trazione sono sporchi (20/21)
• E’stata superata la pressione max. di saldatura (1000N)
• Velocità di saldatura troppo elevata con una pressione troppo grande
(p.es: saldature a T o raccordi con vecchie saldature)
Effettuare una saldatura di prova in base alle istruzioni di saldatura del produttore del materiale e
alle norme o direttive nazionali. Verificare la saldatura di prova
• I rulli di / pressione (20 / 21), la rotella di scorrimento (28), la lamiera di guida in basso (30) e la lamiera
di guida in alto (29) e il cuneo caldo (7) devono essere puliti
• Le pellicole e le strisce sigillanti tra la sovrapposizione e sulla parte superiore e inferiore devono essere pulite.
• Lunghezza del cavo di collegamento alla rete// cavo di guida.
Controllo
Saldatura di prova