13-Welding Process Parameters
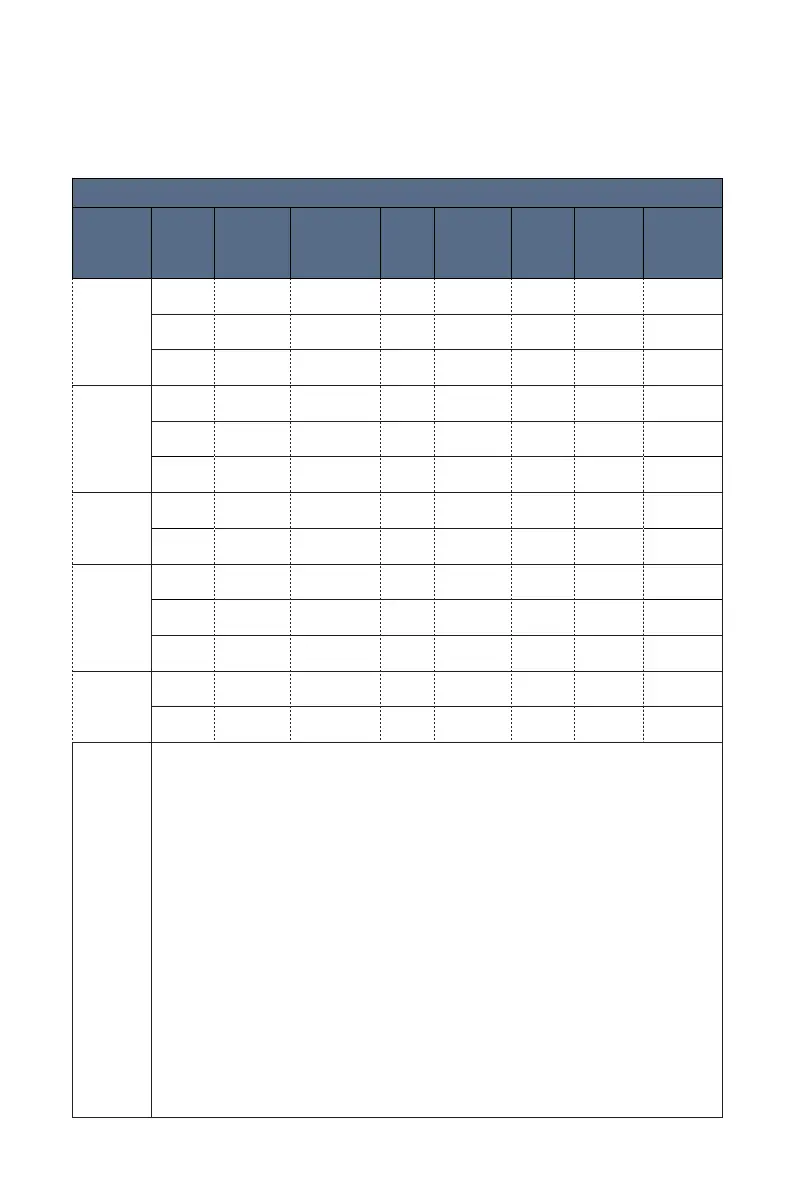
Handheld laser welding process parameter table
Material
type
Welding
form
Thickness
(mm)
Laser power
percentage
(%)
Swing
range
(mm)
Swing
frequency
(hz)
Defocus
amount
(mm)
Air flow
volume
(L/min)
welding
Effect
Carbon Steel
(Q235B)
Stitch
welding
1 45 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
1.5 100 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2.5 100%/D4 1.5-2 50~70 -2~1 15~20 Penetration
Stainless
steel
(SUS304)
Stitch
welding
1 45 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2 100 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2.5 100%/D4 1.5-2 50~70 -2~1 15~20 Penetration
Brass
Stitch
welding
1 85 2-3 50~70 -1~1 15~20 Penetration
Stitch
welding
2 100%/D4 1.5-2 50~70 -1~1 15~20 Penetration
Galvanized
sheet
Stitch
welding
1 55 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2 80 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2.5 100%/D4 1.5-2 50~70 -2~1 15~20 Penetration
Aluminum
alloy
(Al6061)
Stitch
welding
1 80 2-3 60~80 -1~1 15~20 Penetration
Stitch
welding
2 100%/D4 1.5-2 60~80 -1~1 15~20 Penetration
Remark
1, the welding form is splicing welding, welding head ratio of 60:120,800 W laser fiber core diameter
of 20 microns;
2, welding protective gas: stainless steel - nitrogen (purity 99.99%), other materials - argon (purity
99.99%);
3. The power percentage is 10-100%, the swing amplitude is 0-4mm (2-3mm is recommended), the
swing frequency is 0-220hz (40-80hz is recommended for manual welding, and the gas flow rate is 15-
20L/min). Under the condition that other parameters remain unchanged, the swing amplitude or welding
speed increases, and the laser power also needs to increase accordingly;
4, welding speed = welding length/welding time (welding speed is influenced by human factors, welding
speed is roughly 10-20mm/s)
Due to different customer welding process (air pressure, manual speed, degree of deflection, welding
Angle), this data is for reference only.
5. D mode enabling condition: D mode can be enabled if the power is ≥90%
6. Due to the difference of welding process (air pressure, manual speed, degree of deflection,
welding Angle) of different customers, this data is for reference only.
7, welding users must wear protective glasses, handheld laser welding machine welding operation
needs to be carried out in an independent space with laser protection; Non-welding personnel and
combustible and flammable materials should be kept away from the welding operation table, and fire
extinguishers should be placed near the welding area.
 Loading...
Loading...