83
APPENDIX B
The scrapping edge of the conveyor is subjected to wear when the conveyor transports the
solids towards the narrow drum end. The wear rate depends on the size and type of the
solids. The wear will reduce the transporting capacity and thus the separating results. A far
advanced wear i.e. radially .250 mm (6.4 mm) or more will also cause high repair costs. It is
necessary, therefore, to check the wear regular and observe how rapidly it progresses.
Normally the heaviest wear of the scraping edge occurs in the zone where the conical and
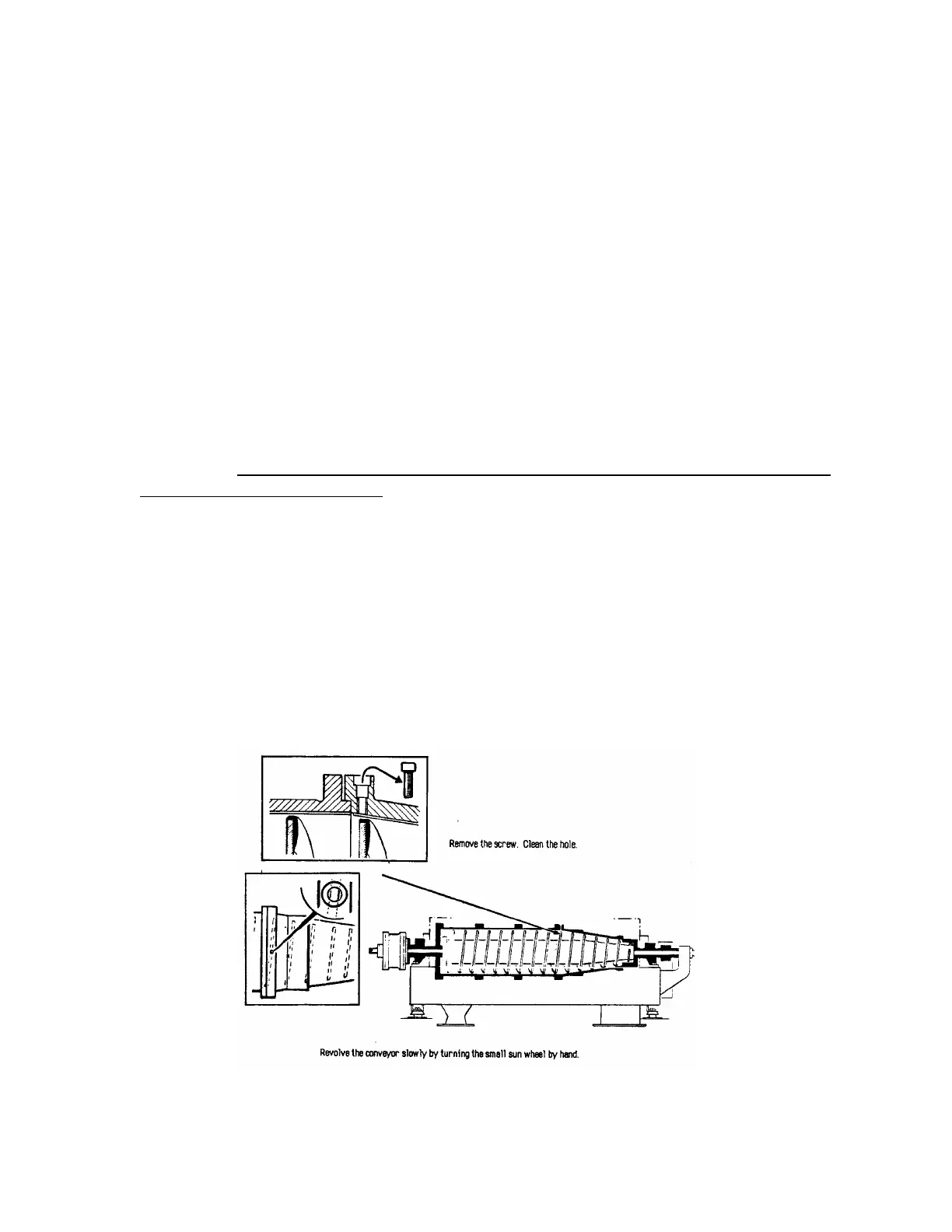
cylindrical parts of the drum meet. It is possible to measure the wear in this zone without
dismantling the drum. In the flange of the conical part of the jacket there is a hole (plugged
with a screw) through which the measuring can be done by means of a slide calipers. See
below.
The measurements should be recorded in a diagram, a number which is enclosed with this
description. Effect a first measuring (distance D - see below) before running a new machine
or a new conveyor the first time. Insert the numerical value in the square above the diagram.
Then measure the wear (i.e. the actual D - value reduced by the first measured D - value)
every 100th hour of operation. Plot the value in Diagram 1.
As a rule the wear rate can be established after 3-4 times. If the wear is heavy, i.e. .039 in (1
mm) or more after 400 hours of operation, continue the measurings every 100th hours of
operation and plot the values in Diagram 1. Otherwise extend the intervals to 500-1000
hours of operation and use Diagram 2.
Whenever a new or rebuilt conveyor is installed the above procedure should be followed.
(Extra diagrams are included and machine serial numbers should be marked on each diagram.
 Loading...
Loading...