8
C
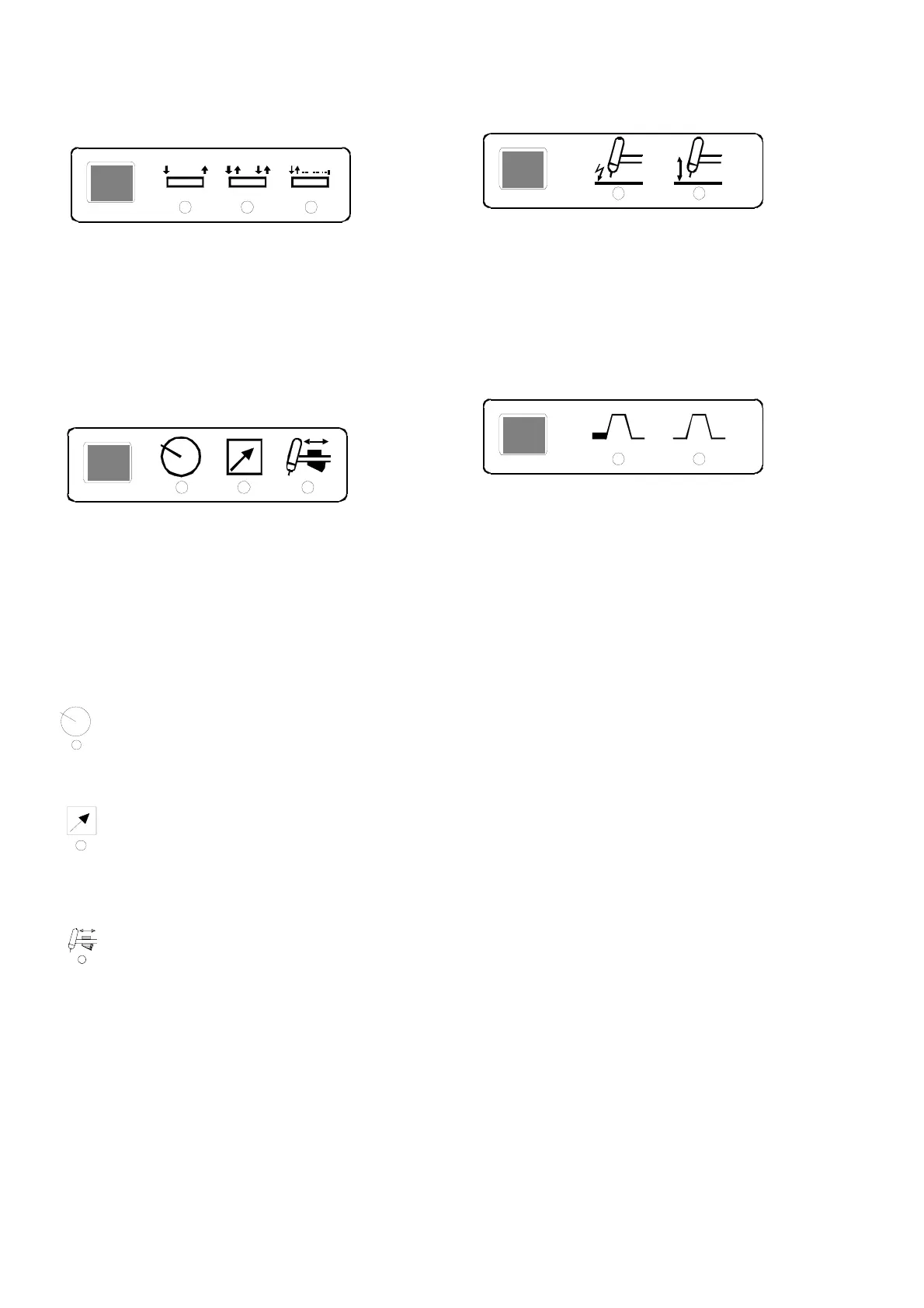
The triggermethod
Two Four Spot
times times
This display is used to decide if the start/stop method
of the TIG welding process is to be two-times, four-
times (latching), or spot.
It is not possible to change to another method of
trigger control during the welding process.
D
AMP Setting function
The AMP keypad is used to select the method by
which the required welding current shall be
established. This welding current is then shown in the
digital display.
The three options are as follows:
D1
Internal
The control knob positioned below the digital
display is used to set the current.
D2
External:
Current setting to be by means of a MIGA-
TRONIC remote control unit. The remote
control unit is connected to a plug positioned on
the rear of the machine (not standard equipment).
D3
Torch:
Torch adjustment
Current setting to be by means of the current control
knob located in the handle of a MIGATRONIC dialog
torch, if a dialog torch is used.
With regard to torch handle current control, it should
be noted the maximum current is set with the control
knob on the front panel. The torch control is used to
reduce the current from the maximum set current. The
adjustment of the machine must not be at the maxi-
mum setting by low current. (From software version
2.20 it is only possible to adjust 100 Amp lower than
maximum current).
E
HF Ignition of TIG welding
LIFTIG It is possible to choose between two
different methods of ignition for TIG wel-
ding: High-frequency (HF) and Liftig ignition.
F
ON OFF
Pilot arc
Used only in the TIG welding process, a pilot arc is a
weak arc which illuminates the workpiece, and there-
by makes it easier to find the starting point of the
actual welding process. The pilot arc function is 5% of
the chosen welding current, but 5 A is set as a
minimum.
The pilot arc can be ignited by briefly activating the
torch switch (less than 0.3 seconds). If activation is
longer, the machine switches automatically to ordinary
welding.
Switch from pilot arc to ordinary welding by keeping
the torch switch activated when two-times TIG
welding, or by long activation (> 0.3 seconds) when
four-times TIG or spot welding.
The welding process then continues in normal
fashion, with current slope-up and current slope-
down. However, after slope-down the machine does
not switch directly to post-flow but to pilot arc again.
This is true whether or not welding is initiated by the
pilot arc.
It is now possible to continue with a new welding
process by a lengthy activation of the torch switch
(>0.3 seconds), or to go to standby automatically by
a brief activation (<0.3 seconds).
The machine will also go to standby automatically if
the arc has been extinguished for more than 2
seconds.
To summarise, the pilot arc is switched on and off by
brief activation of the torch switch, and actual welding
is started and stopped by longer activation.