mp
A potência de arco pode ser ajustada entre 0 e 100%
da definição de corrente de soldadura.
P. ex.
Se a corrente de soldadura for definida em 40A e a
potência do arco em 50%, a corrente adicional é 20A,
ela iguala 60A quando faz a potência de arco. Se a
potência do arco estiver estabelecida em 100%, a
corrente adicional é 40A, ela iguala 80A quando faz a
potência de arco.
Ajuste / Controlo remoto
da tocha – ficha de 7 pinos
A regulação da corrente de soldadura é feita
por meio do potenciómetro da tocha (opcional).
A corrente máxima atingível é o nível previamente
ajustado no painel frontal. A corrente mínima é 5A.
Ajuste externo – ficha de 8 pinos (opcional)
Pode ser utilizada para o pedal (opcional) e
unidades de controlo remoto (opcional) que
usam ficha de 8 pinos. A função é utilizada para
ignição do arco e ajuste da corrente. A corrente
máxima atingível é o nível previamente ajustado no
painel frontal. A corrente real é exibida no visor. Start
Amp pode ser utilizado como uma definição de
corrente mínima como uma percentagem da corrente
máxima.
Por favor nota: a máquina iniciará automaticamente em dois tempos
nesta função, quando a máquina usa uma versão de software
anterior a 1.12.
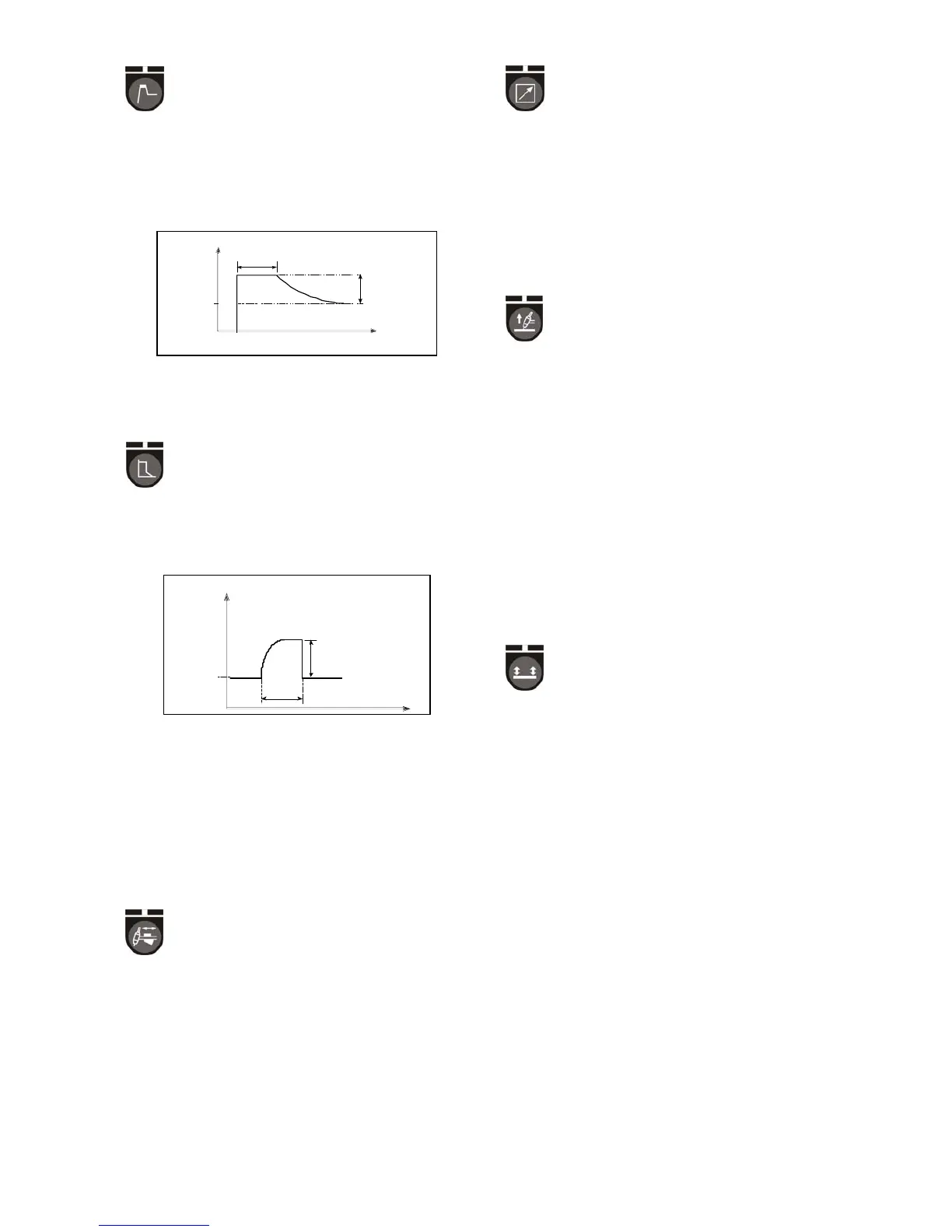
Métodos de ignição
É possível escolher entre 2 métodos diferentes
de ignição para soldadura TIG: Alta-frequência
(HF) ou LIFTIG. O método de ignição não pode ser
mudado durante a soldadura. O método LIFTIG está
activo quando o indicador está iluminado. O HF está
automaticamente activo quando o LED está apagado.
Ignição HF
Na ignição TIG HF, a ignição do arco TIG é feita sem
contacto. Um impulso de alta-frequência (HF) inicia o
arco quando o gatilho da tocha é activado. A HF não
se dará e a máquina parará se o eléctrodo estiver em
contacto com a peça. Afaste o eléctrodo e comece de
novo.
Ignição LIFTIG
Na ignição LIFTIG, a ignição é feita após feito o
contacto entre a peça e o eléctrodo de tungsténio,
após o que o gatilho é activado e o arco estabelecido
pela elevação do eléctrodo da peça.
Modo gatilho
Selection of trigger mode. Four-times trigger
mode is active when the LED is illuminated,
and two-times trigger mode is active when the LED is
turned off. It is not possible to change trigger method
during the welding process.
Dois tempos:
O processo de soldadura começa quando se carrega
no gatilho da tocha. A soldadura continua até o gatilho
se libertado de novo, que desencadeia o período de
descida de corrente.
Quatro tempos:
O processo de soldadura começa quando se carrega
no gatilho da tocha. Libertando o gatilho da tocha
durante o pré-fluxo do gás activa-se o período de
subida de corrente. Se o gatilho da tocha for libertado
durante o período de subida de corrente, a soldadura
continua com a corrente de soldadura ajustada.
De modo a parar o processo de soldadura, o gatilho
deve ser carregado de novo por mais de 0,5 s, após o
que começa o período de descida de corrente. Este
período pode ser interrompido pela libertação do
gatilho. A seguir, inicia-se o pós-fluxo.
É possível configurar a máquina para trabalhar em
4 maneiras diferentes quando esta modalidade é
selecionada. Para obter informações detalhadas leia a
seção "USER MENU" do presente manual sobre
"4t.o."
 Loading...
Loading...





