100
Frequência AC
A frequência AC pode ser ajustada de 25 a
150 Hz para soldadura TIG. Uma frequência
baixa durante a soldadura TIG aumenta a tendência
para formação de uma grande bola no fim do
eléctrodo de tungsténio. Aumentando a frequência,
reduzir-se-á esta tendência. A frequência para
soldadura MMA pode ser ajustada de 25 a 100 Hz.
Forçando a frequência a 0(zero) no electro revestido,
temos que verificar a polaridade do cabo porta
electrodo.
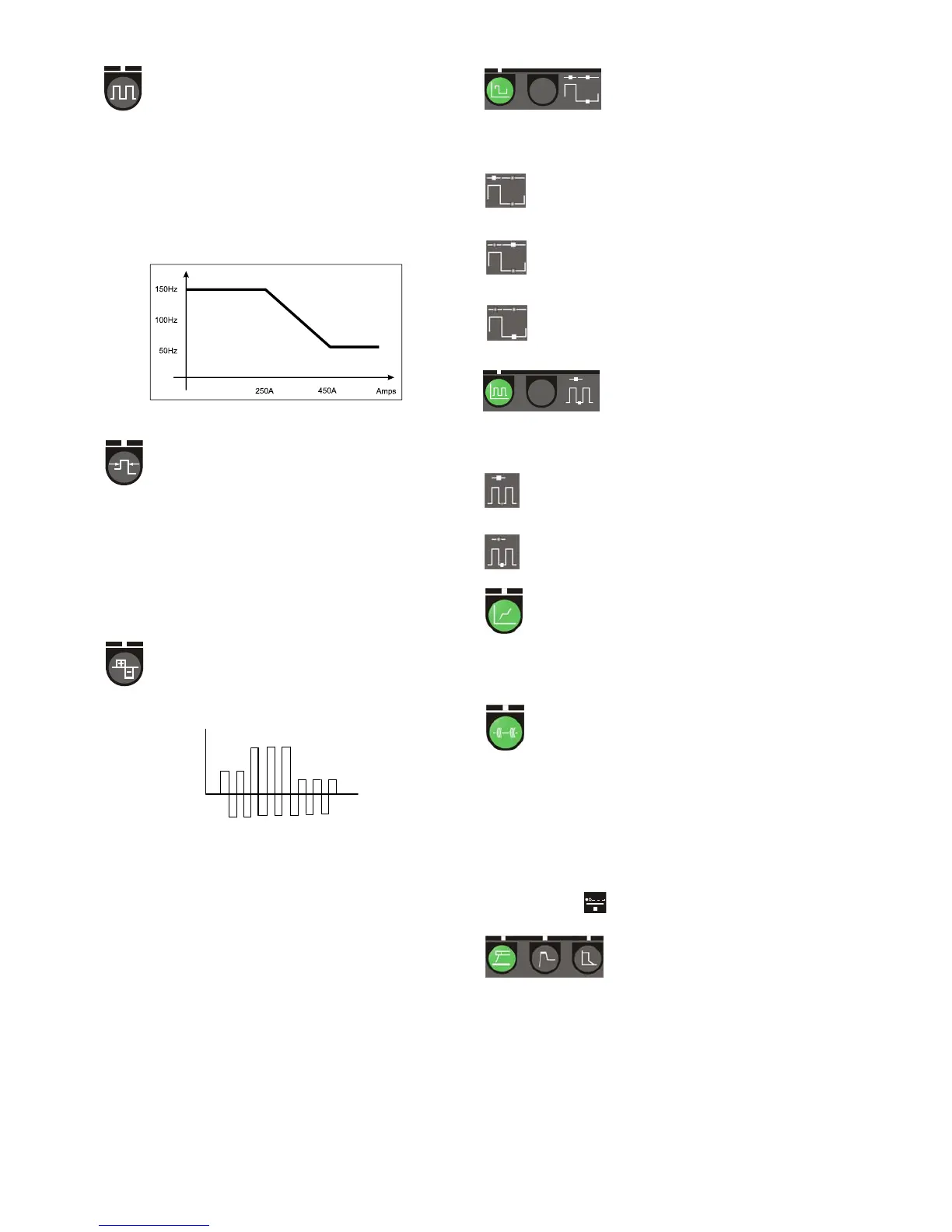
Maximum AC frequency as function of welding current
Pré-aquecimento do eléctrodo
O comprimento do período de pré-
aquecimento depende tanto do diâmetro do
eléctrodo como do ângulo da ponta do eléctrodo, bem
como do tamanho da bola no fim do eléctrodo.
O ajuste é possível de 1 a 15, com 1 a ser o período
de aquecimento mínimo e 15 o máximo. Se o período
é demasiado curto, o arco piloto extinguir-se-á pouco
após a ignição. O tamanho da bola no fim do
eléctrodo aumentará se o período de pré-
aquecimento for demasiado longo.
Equilíbrio AC-I, baseado na intensidade da
corrente
A finalidade da função é também o ajuste da
zona de refinamento durante a soldadura TIG AC.
No entanto, o equilíbrio é baseado na intensidade da
corrente no período positivo proporcional à
intensidade de corrente do período negativo. Uma
posição da corrente de refinamento positiva pode ter o
efeito de melhorar a vida do eléctrodo de tungsténio.
Ajuste possível entre 30 e 170%.
Impulso lento
(TIG DC e TIG AC)
É utilizada para a selecção de
impulso lento. A corrente de impulso é igual à corrente
estabelecida. É possível ajustar:
Tempo de impulso
Ajustável de 0,01 a 10 s em DC e de 0,1 a
10 s em AC, em passos de 0,01 s.
Tempo de Pausa
Ajustável de 0.01 a 10 sec. em DC e de 0.1 a
10 s em AC, em passos de 0.01 sec.
Base amp
Ajustável de 10 a 90% da corrente de
impulso.
Impulso rápido
É utilizado para selecção de
impulso rápido. A corrente de
impulso é igual à corrente estabelecida. É possível
ajustar:
Frequência de impulsos
Esta função é apenas possível ajustar em
soldadura DC. Variável 25-523 Hz.
Base amp
Ajustável de 10 a 90% da corrente de impulso.
Synergy PLUS
TM
(só TIG DC)
As máquinas ajustam automática e
dinamicamente todos os parâmetros gerais de
impulso durante a soldadura, quando a corrente de
pico de soldadura tiver sido estabelecida por
codificador.
Soldadura descontínua TIG TIG-A-TACK
TM
A máquina oferece um programa de soldadura
descontínua para permitir uma rápida
alternância de soldadura para soldadura descontínua.
Em TIG DC e AC estão disponíveis as seguintes
características:
- Ignição de arco HF 2 tempos
- Sem subida/descida de corrente
- Sem impulsos
- Spot TIME from 0.01 to 2.5 secs in steps of
0.01 sec. Set the value by selecting the parameter
“spot time”
.
Soldadura por eléctrodos
(MMA)
É utilizado para selecção de
soldadura por eléctrodos. Não é possível mudar de
processo de soldadura durante a soldadura.
100% 150% 50%
 Loading...
Loading...





