99
Soldadura TIG
Soldadura TIG
Os parâmetros podem ser ajustados com o
botão de comando após terem sido exibidos no
visor. Carregue na respectiva chave para seleccionar
o parâmetro. O LED respectivo iluminar-se-á.
Pré-fluxo [s]
Pré-fluxo é o período de tempo em que o gás
flúi após o comutador da tocha ser
pressionado e antes do arco AF estar estabelecido ou
até a tocha ser afastada da peça no processo de
ELEVAÇÃO. Variável 0-10 s.
Start Amp [A%]
Logo após o arco ter sido estabelecido, a
máquina regula a corrente de soldadura
para o valor estabelecido no parâmetro Start Amp.
O Start Amp foi estabelecido como uma percentagem
da corrente de soldadura necessário e é variável entre
1-200% da corrente de soldadura. É favor notar que
valores superiores a 100% geram um Start Amp maior
do que a corrente de soldadura.
Subida de corrente [s]
Uma vez estabelecido o arco, o processo de
soldadura entra numa fase de subida de
corrente, durante o qual a corrente de soldadura
aumenta de um modo linear do valor estabelecido no
parâmetro Start Amp para a corrente de soldadura
exigida. A duração deste tempo de subida de corrente
é variável 0-20 s em passos de 0,1 s.
Nível de corrente segunda
Ajustável de 10 a 200% da corrente de
soldadura. É activada em quatro tempo,
apenas por pressionar e libertar rapidamente o gatilho
da tocha. É favor notar que valores superiores a 100%
geram uma corrente segunda superior à corrente de
soldadura.
Descida de corrente [s]
Quando a soldadura for interrompida pela
activação do gatilho, a máquina entra numa
fase de descida de corrente. Durante esta fase, a
corrente é reduzida da corrente de soldadura para
Final Amp num período de tempo chamado tempo de
descida de corrida e variável de 0-20 s em passos de
0,1 s.
Final Amp [A%]
A fase de descida de corrente é concluída
quando o nível de corrente tiver caído para o
valor estabelecido no parâmetro Final Amp.
Em 4 tempos, é possível continuar em modo Final
Amp até o gatilho ser libertado. O Final Amp é
estabelecido como uma percentagem da corrente de
soldadura necessária e é variável entre 1-90% da
corrente de soldadura.
Pós-fluxo [s]
Pós-fluxo é o período de tempo em que o gás
flúi após o ar ter sido extinto e é variável entre
0-20 s.
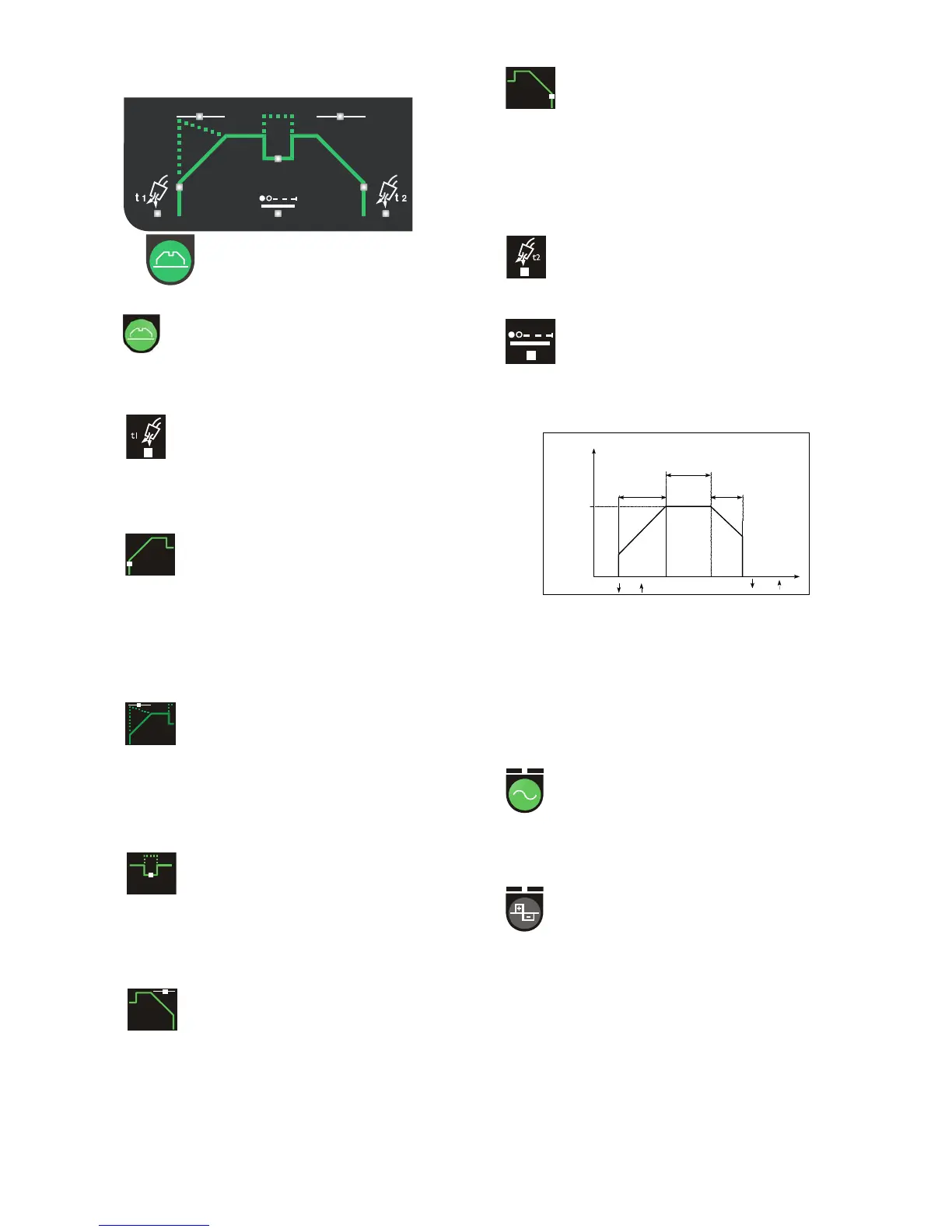
Spot time
O spot time em TIG é tempo que decorre
entre o fim do tempo de subida ao início do
tempo de descida. Por conseguinte, durante o spot
time a máquina está a soldar com a corrente ajustada.
O LED fica intermitente quando a função está activa.
Set welding
current
slope-up
spot
welding time
slope-down
time
mp
trig down ( ) / up ( )
Ajuste o temporizador antes de fazer a ignição do
arco. O gatilho da tocha, dependendo do modo de
tocha seleccionado, interrompe o spot time de
soldadura. Variável 0,01-20sec: 10msec passos de
até 0,5 seg, ao longo das etapas de 0,1 seg. A função
é desligada quando o tempo é fixado em 0 seg. When
used during tack welding, the timer can be set from
0.01 sec to 2.5 secs (See TIG-A-TACK).
Tipo de corrente
É possível seleccionar quer AC (corrente
alternada) quer DC (corrente contínua). No
processo de soldadura TIG, AC é utilizada para
soldadura de alumínio e suas ligas, enquanto DC é
utilizada para a soldadura de outros materiais.
Equilíbrio AC-t (com base no tempo)
Ajuste da função de refinamento durante a
soldadura TIG AC de alumínio e suas ligas. A
função é um equilíbrio com base no tempo entre o
meio período positivo e negativo. O ajuste é possível
entre 20 e 80 por cento, como exposição em
percentagem é baseada na parte negativa no período
de tempo. O ajuste contínua até uma zona de
refinamento ser estabelecida em redor do banho de
fusão. Forçando o balanço para 100% a máquina
executará um pré-aquecimento, em polaridade
positiva que de seguida voltará à onda normal, isto
para melhorar o arranque de soldadura.
 Loading...
Loading...





