OM-611 Page 26
SECTION 8 – GUIDELINES FOR TIG WELDING (GTAW)
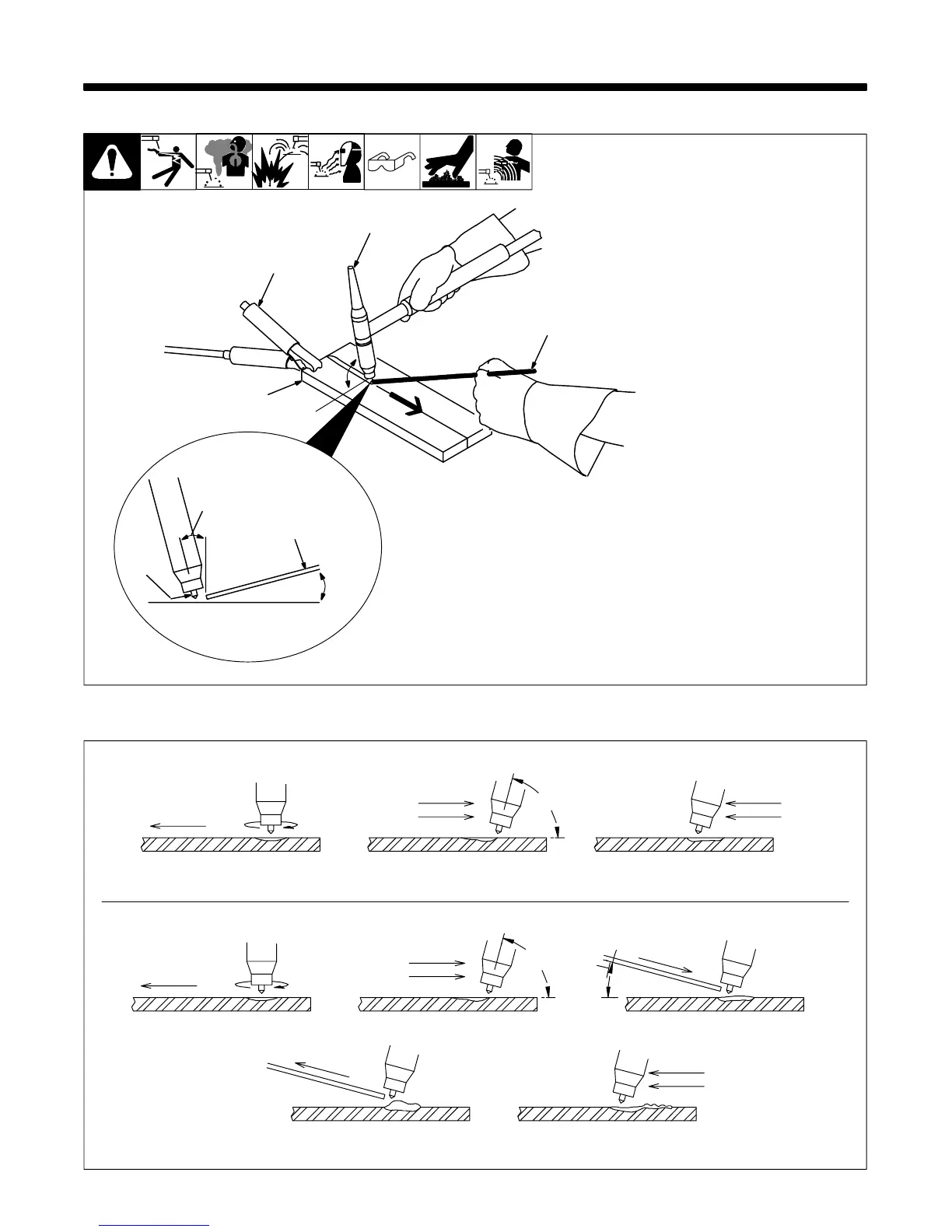
8-1. Positioining The Torch
ST-161 892
Y Weld current can damage
electronic parts in vehicles.
Disconnect both battery
cables before welding on a
vehicle. Place work clamp as
close to the weld as possible.
1 Workpiece
Make sure workpiece is clean
before welding.
2 Work Clamp
Place as close to the weld as
possible.
3 Torch
4 Filler Rod (If Applicable)
5 Tungsten Electrode
Select and prepare tungsten
according to Sections 7-1, and 7-2
or 7-3.
Tungsten extension is the distance
the tungsten extends out gas cup of
torch.
Arc length is the distance from the
tungsten to the workpiece.
As a general guide, start with an
extension and arc length equal to
diameter of tungsten.
1
10–25°
10–15°
4
5
2
3
4
90°
8-2. Torch Movement During Welding
ST-162 002-B
Tungsten Without Filler Rod
Tungsten With Filler Rod
Form pool Tilt torch Move torch to front
of pool. Repeat process.
75°
75°
Welding direction
Form pool Tilt torch Add filler metal
Move torch to front
of pool. Repeat process.
Remove rod
Welding direction
15°
 Loading...
Loading...