OM-253893 Page 19
This section makes reference to Inside
Panel Control which are described in
Section 6-2.
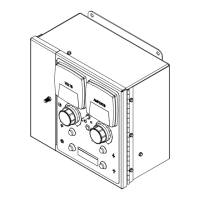
1 Power Switch
Turn switch ON to energize the SubArc inter-
face analog. It must be connected to a digital
SubArc power source. Turn switch Off to shut
down the controller.
2 Status/Trouble Light
Lights when Power switch is in the On
position. Flashes at different rates when an
error is present (see Section 7-3).
3 Amperage Control
When in CC mode, this control adjusts am-
perage. When in CV mode, this control ad-
justs wire speed.
4 Inch Up/ Inch Down Switches
These Inch or Jog switches are momentary
push button switches, which energize only
the drive motor, allowing for a cold wire jog.
The welding wire jogs at the rate set by the
Jog Speed control. To advance the wire out of
the torch, press the Inch Down switch. To re-
tract the wire into the torch, press the Inch Up
switch.
5 Stop Switch
Press the Stop button to end the weld cycle.
Pressing this button initiates the Crater Fill
and Burnback portion of the weld cycle. The
Wire Feed Speed will switch to the speed set
by the Crater Speed control, and the power
source output will switch to the output set by
Crater/Burnback Output control. The length
of time the controller stays in the crater mode
is set by the Crater Time control. Crater time
can be set between 0 and 5 seconds. After
the crater mode times out, the burnback timer
starts. Burnback is the length of time the
welding wire remains electrically energized
after the drive motor stops, and can be set
from 0 to 5 seconds with the Burnback Time
control.
6 Start Switch
After pressing the Start button, the flux valve,
energizes immediately. Preflux time can be
adjusted from 0 to 10 seconds with the Pre-
flux Time control. After this timer times out,
the flux valve relay remains energized and
the weld cycle begins. The weld continues
until the Stop button is pressed.
7 Voltage Control
When in CV mode, this control adjusts vol-
tage. When in CC mode, this control adjusts
wire speed.
8 Weld Meters
The meters are provided to monitor the weld-
ing operation (either AC or DC). They are not
intended for exact voltage or amperage mea-
surements.