WELDING
BASE OF BODY REPAIR
9-7
Galvanized steel plate (SECC)
CAUTION
If the total thickness of the plates at the weld
places is 3 mm (0.1 inch) or more, use plug weld-
ing, because spot welding will not provide suffi-
cient welded strength.
*: For welding steel plates of different thicknesses,
conform to the welding conditions for the thinner
plate.
.
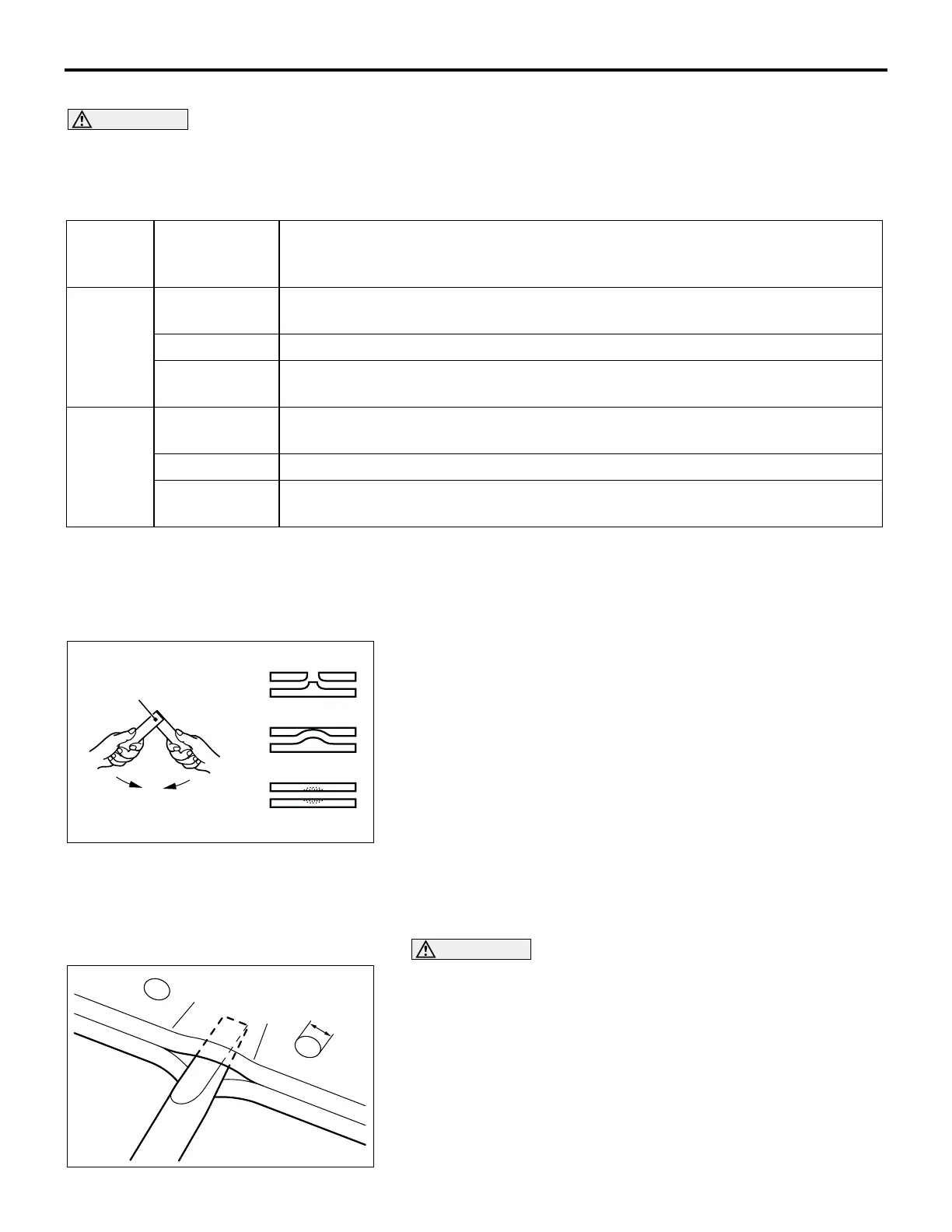
USING A TEST PIECE TO CHECK NUGGET FORMATION
Weld a test piece of the same type of steel plate as the panels
to be welded. Try to twist the piece, and also check the nugget
diameter.
Using the weld point as an axis, apply force in the direction indi-
cated by the arrows in the illustration, and determine the
strength of the weld.
1. Good (The welded part remains at one side.)
2. and 3.
The weld conditions are unsatisfactory; adjust the welding
current, the current application time, and/or the applied
pressure.
.
CHECKING NUGGET STRENGTH FOLLOWING SPOT
WELDING
CAUTION
• Stop wedging the tip or the chisel or flat-tipped screw-
driver as soon as the size of the nuggets can be deter-
mined; do not wedge it in more than 30 mm (1.2
inches).
• After checking the nugget diameter, correct the place
where the checking was done.
Wedge the tip of a chisel or flat-tipped (-) screwdriver into the
space between two weld points.
• The nuggets should not break apart.
• The nugget diameter should be 3 mm (0.1 inch) or more.
PANEL
THICKNESS*
[mm (in.)]
NUMBER OF REPAIR WELD (PERCENTAGE OF FACTORY WELD)
SAFETY
EQUIPM
ENT
AREA
0.9 (0.04) or
less
100% Same number as factory welds
1.0 (0.04) 200% Maintain pitch of at least 18 mm (0.7 inch); if not possible, plug weld.
1.2 (0.05) or
more
100% Same number as factory welds; plug welding
OTHER
AREA
0.9 (0.04) or
less
100% Same number as factory welds
1.0 (0.04) 140% Maintain pitch of at least 18 mm (0.7 inch); if not possible, plug weld.
1.2 (0.05) or
more
100% Same number as factory welds; plug welding
AB200032
AB
WELD POINT
1
2
3
AB200033
AB
3 mm (0.1 in)

 Loading...
Loading...






