WELDING
BASE OF BODY REPAIR
9-6
WELDING REQUIREMENTS
Standard steel plate (SPCC, etc.)
CAUTION
If the total thickness of the plates at the weld
places is 3 mm (0.12 inch) or more, use plug
welding, because spot welding will not provide
sufficient welded strength.
Example
• Center pillar (outer): plate thickness 1.4 mm (0.06
inch), material SPCC
• Center pillar (inner): plate thickness 1.5 mm (0.06
inch), material SPCC
The number of weld points are as below when the
outer and inner center pillars are repaired by weld-
ing.
*: For welding steel plates of different thickness, con-
form to the welding conditions for the thinner plate.
.
AB200031
AB
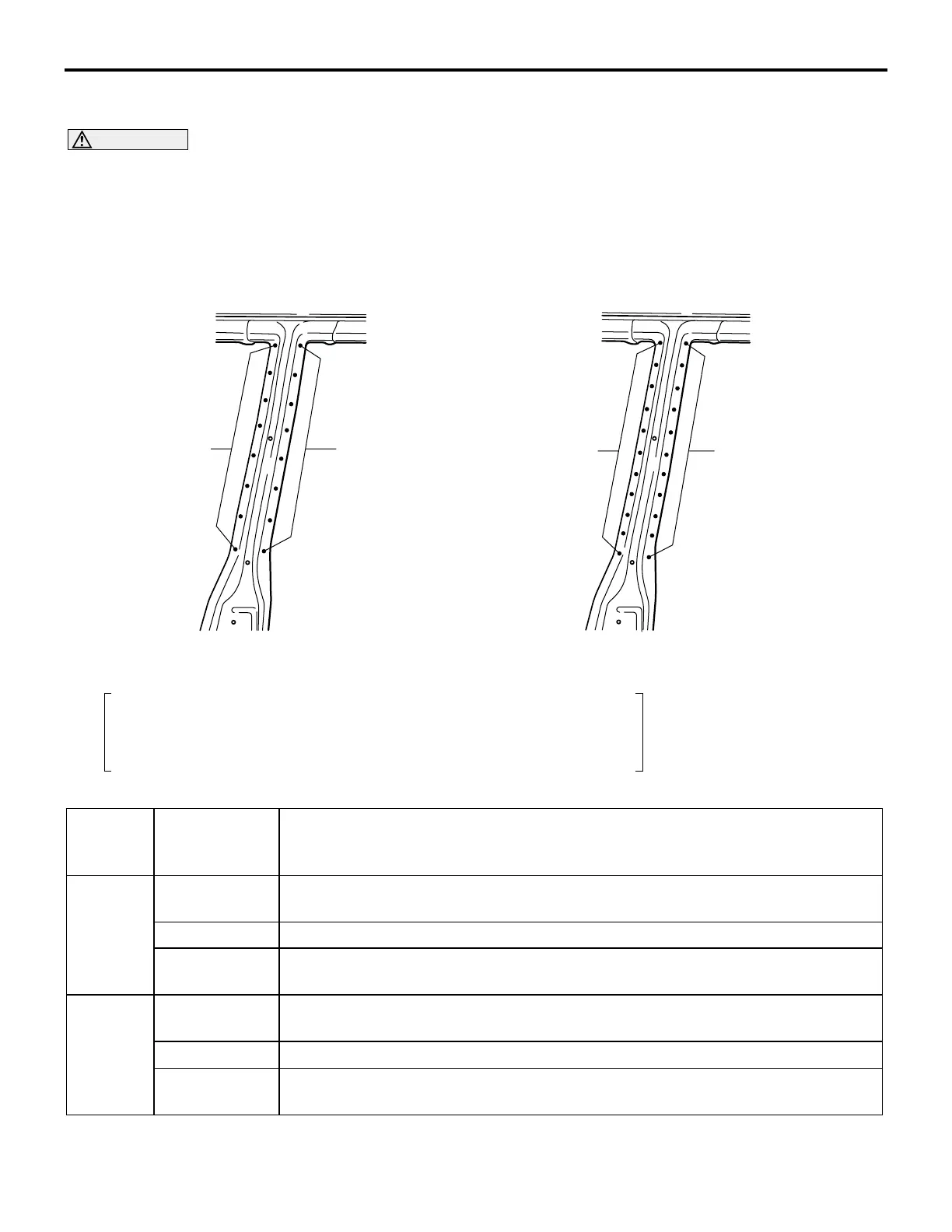
FACTORY WELDS (F)
8 POINTS 8 POINTS
11 POINTS 11 POINTS
REPAIR WELDS (R)
As shown by the Welding Requirements table, the number of repair welds is as follows.
8 (points) × 130 (%) = 10.4 (points)
The number of weld points should, therefore, be ten or eleven.
If, however, a pitch of 26 mm (1.0 inch) or more cannot be maintained, the plug
welding method (eight weld points) should be used.
PANEL
THICKNESS*
[mm (in.)]
NUMBER OF REPAIR WELD (PERCENTAGE OF FACTORY WELD)
SAFETY
EQUIPM
ENT
AREA
1.0 (0.04) or
less
100% Same number as factory welds
1.2 (0.05) 150% Maintain pitch of at least 22 mm (0.9 inch); if not possible, plug weld.
1.4 (0.06) or
more
100% Same number as factory welds; plug welding
OTHER
AREA
1.2 (0.05) or
less
100% Same number as factory welds
1.4 (0.06) 130% Maintain pitch of at least 26 mm (1.0 inch); if not possible, plug weld.
1.6 (0.06) or
more
100% Same number as factory welds; plug welding

 Loading...
Loading...






