BODY REPAIR
BASE OF BODY REPAIR
9-19
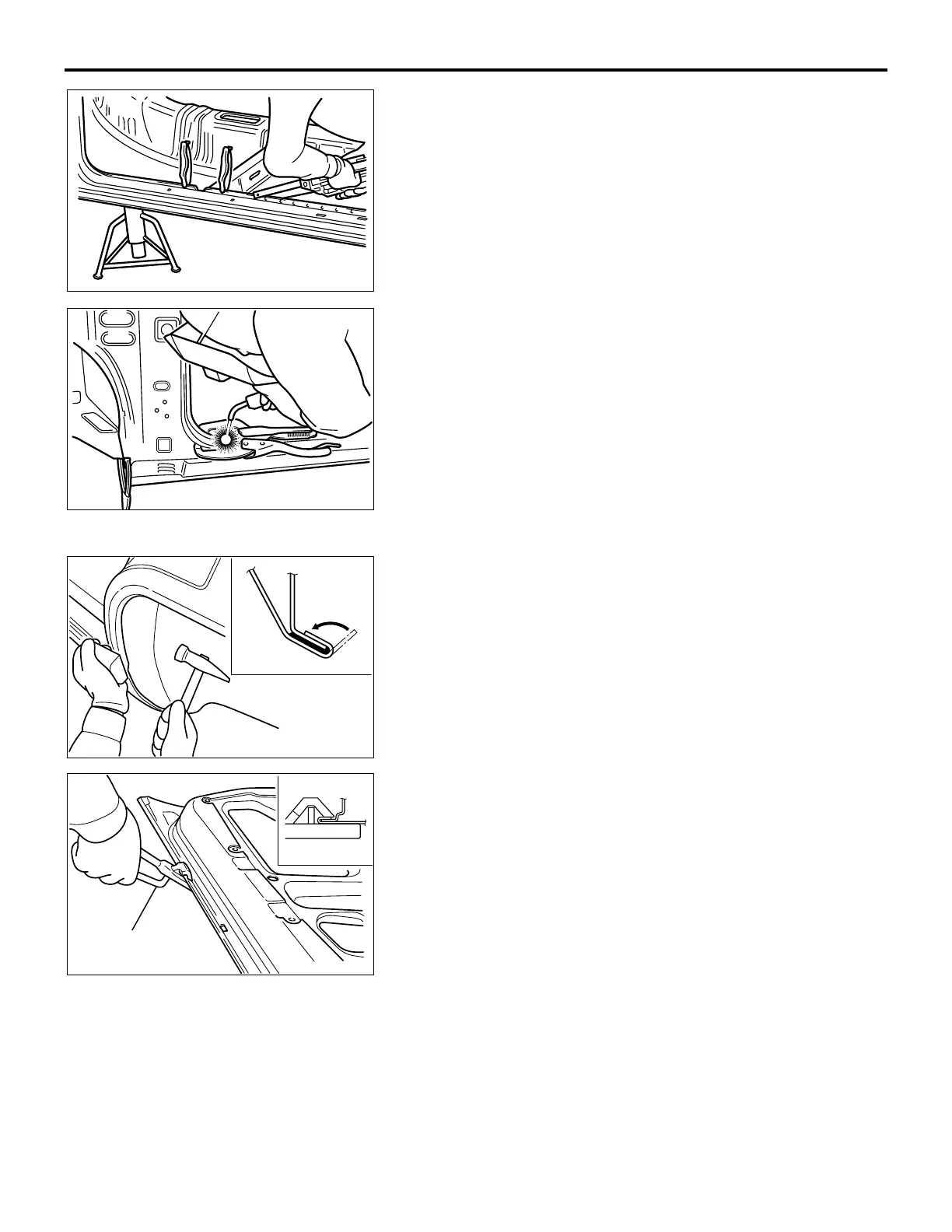
15.Spot welding
When doing spot welding, it is not only important to correctly
position the electrode tips, but also to hold the two panels
securely together with vise-grip pliers or some other type of
clamps, being sure that they are in perfect contact with each
other.
• Be sure that the force applied by the arm is sufficient.
• Use a test piece to check the secondary current and the
current application time of the spot welder, and adjust the
values as appropriate.
16.Plug welding
If spot welds cannot be made, make holes for plug welding
in the new parts, and then MIG weld. Because the quality of
the fusion varies according to the size of the holes, they
should be about 5 to 6 mm (0.2 inch) in diameter. In addition,
be sure the two surfaces are in complete contact with each
other by using vise-grip pliers to securely hold them.
NOTE: Depending on the working conditions, it might also
be necessary to make holes in the panel remaining on the
body
17.Hemming work
(1) If hemming work is to be done for the rear wheel cut line,
the door outer panels, or other parts, use a hammer and
a dolly or a hemming tool to do the work manually.
AB200070
AB200070
AB200071
AB200072
AB
HEMMING TOOL

 Loading...
Loading...






