BODY REPAIR
BASE OF BODY REPAIR
9-20
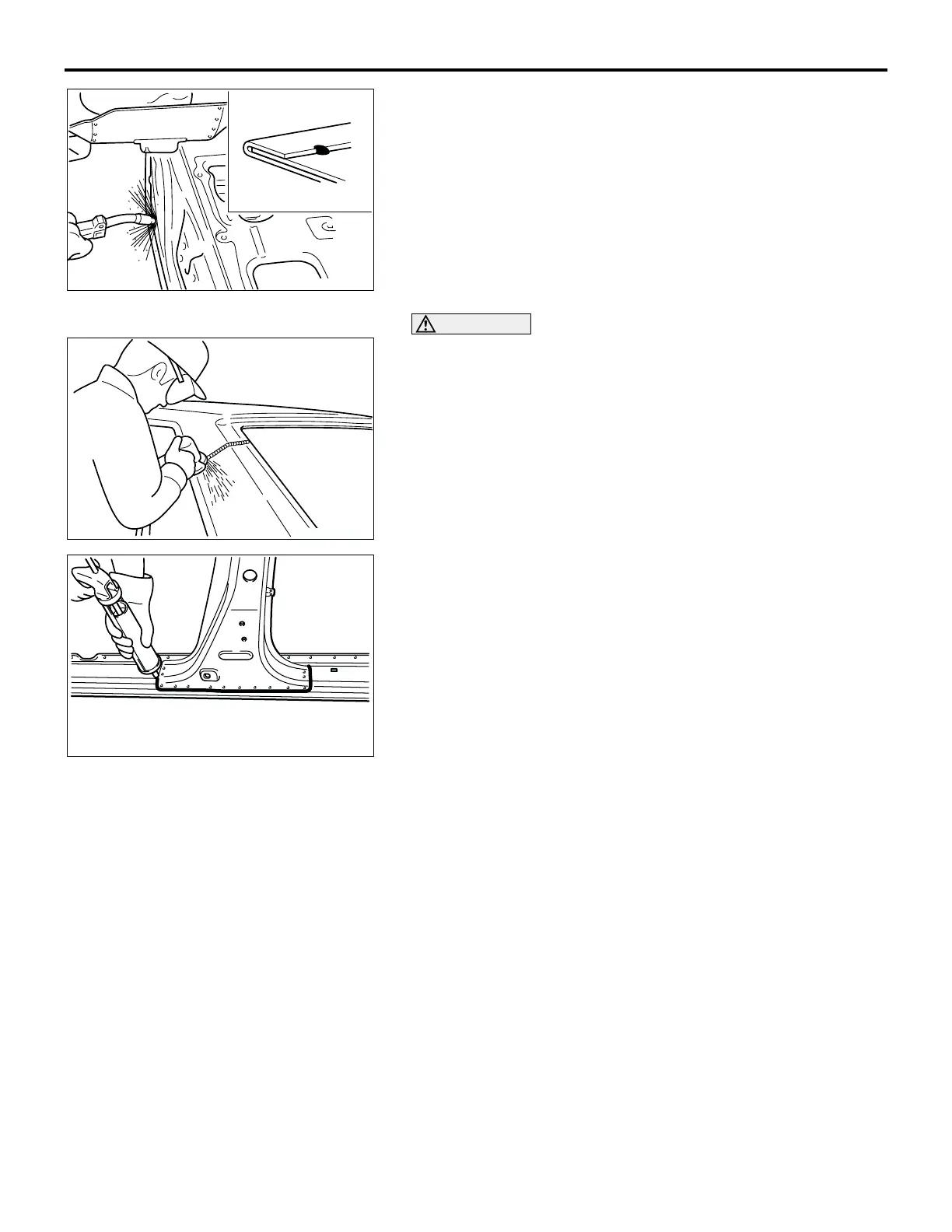
(2) After completing the hemming work, make MIG spot
welds at 50 to 60 mm (2.0 to 2.4 inches) intervals on the
inside.
CAUTION
Be sure not to grind the panel down too much. Before
welding the outer panel, be sure to apply an anticorrosion
agent.
18.Finishing work for butt welding and plug welding
Do the finishing work to smooth the protruding weld traces.
However, the butt joints of reinforcements and other internal
parts will be stronger if the weld traces are not finished.
19.Application of body sealant
Apply a coating of sealant carefully, without breaks, as
described in the section (of the manual corresponding to
that model).
NOTE: After application has been made to any external sur-
faces, perform smooth-finishing work.
AB200073
AB200074
AB200076

 Loading...
Loading...






