ALUMINUM PANEL
WELDED PANEL REPLACEMENT
3-43
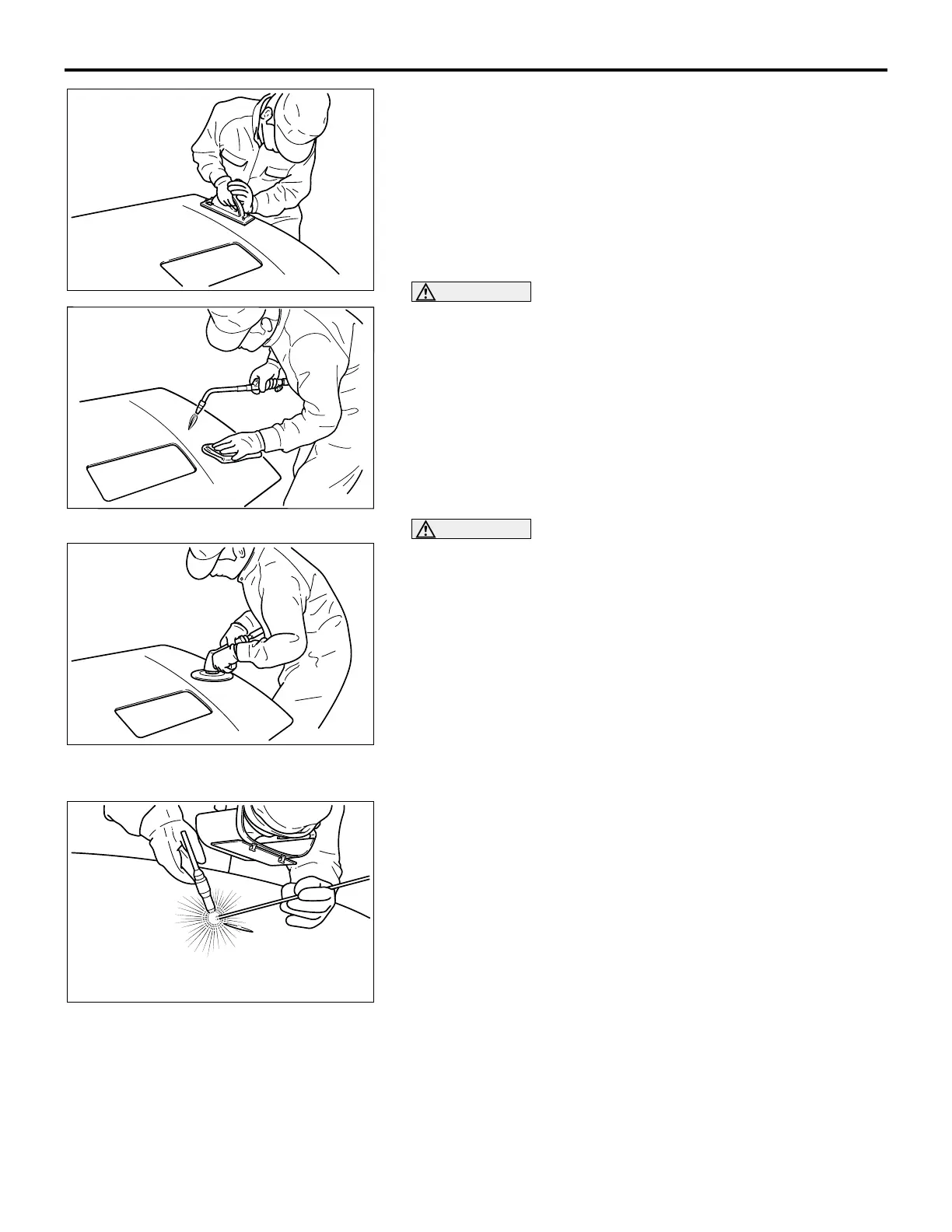
4. Check for distortion: Grind the surface with 80 to 120-grit
sandpaper and then check for distortion.
CAUTION
• The surface shall be heated to approximately 250°C
(482°F) when correcting distortion.
• Care must be taken when heating the panel because it
can melt without discoloration.
• Cover the perimeter area with a wet rag or the like to
prevent temperature increase and distortion.
• Do not use a draw hammer designed for steel sheets
because it may cause the panel crack.
5. Straightening: Remove distortion by the draw correction
procedure with a flattening hammer and a burner.
CAUTION
Remove any spark spot or carbon residue on the surface
by a stainless steel wire brush, because they will cause
improper painting in the following process.
6. Finishing: Finish the surface with a 100 to 120-grit disk
sander.
.
TIG welding
Welding procedure is the same as MIG welding, however, it
uses a welding rod instead of electrode wire.
Diameter of welding rod: 1.6 mm (0.063 in.)
AB202113
AB202116
AB202109
AB202108

 Loading...
Loading...






