ALUMINUM PANEL
WELDED PANEL REPLACEMENT
3-42
CAUTION
Aluminum plates are softer than steel sheets, therefore
select an appropriate abrasive to prevent the surface from
deep scratch.
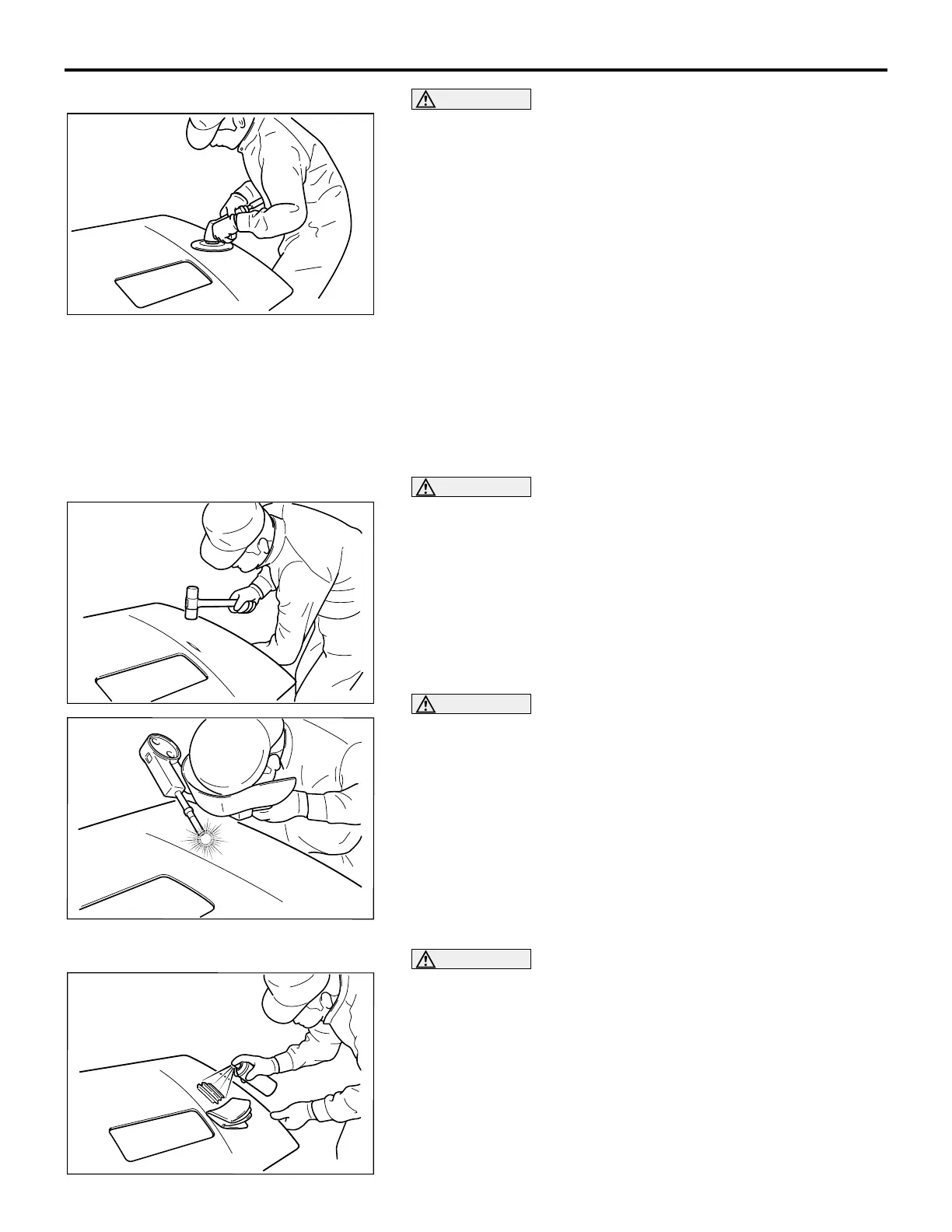
4. Sanding: Grind the surface by a disk sander or a double-
action sander.
• Disk sander: 100 to 120 grit
• Double-action sander: 150 to 180 grit
Correction of cuts and cracks
For steel panel, MIG welding with CO
2
is used to correct cuts,
cracks, or holes, however, for aluminum panel, use MIG or TIG
welding with argon gas (inert gas) as shielding gas.
.
MIG welding
CAUTION
• Caution for excessive stretch or damage of the panel.
• Minimize the gap of the butt joint.
1. Correction of metal sheet: Correct the damaged area by
hammering lightly while heating it. If any area is stretched by
hammering, grind it off with a pneumatic saw.
CAUTION
• To minimize distortion and meltdown, divide a welding
area into several short segments, and weld one seg-
ment at a time.
• Degrease the welding area by white gasoline or the like.
• Remove the oxide coating on the welding area, includ-
ing its back, with a stainless steel wire brush just
before welding. Welding shall be started as soon as the
oxide coating is removed.
2. Welding: Use a special welding machine for both aluminum
panels or a welding machine for aluminum panels and steel
sheets.
CAUTION
Do not over-grind the base of the panel.
3. Inspection of welding area: Refinish the welding area by a
100-grit disk sander, and then check for any faulty welding
by the visible dye penetrate testing.
AB202109
AB202121
AB202118
AB202117

 Loading...
Loading...






