6 - 62
MELSEC-Q
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
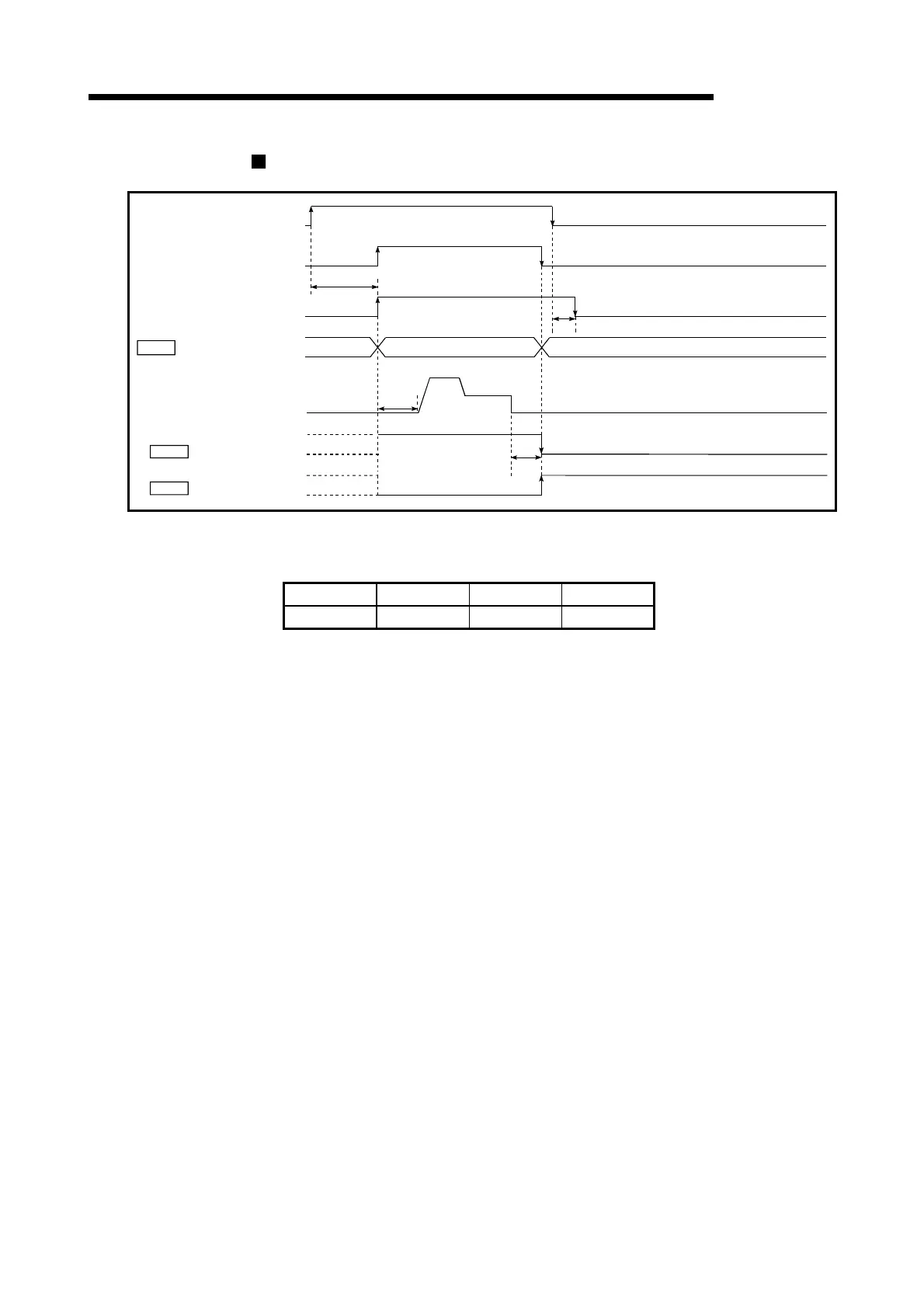
Machine OPR operation timing and process time
BUSY signal
Waiting In OPR Waiting
Positioning operation
t1
t4
t2
t3
Md. 26 Axis operation status
OPR request flag
[ Md. 31 Status: b3]
Positioning start
signal
[Y10, Y11, Y12, Y13]
[XC, XD, XE, XF]
Start complete signal
[X10, X11, X12, X13]
OPR complete flag
[ Md. 31 Status: b4]
Fig. 6.9 Machine OPR operation timing and process time
Normal timing time Unit: ms
t1 t2 t3 t4
1.0 to 1.4 5.5 to 7.9 0 to 3.5 0 to 3.5
•
The t1 timing time could be delayed depending on the operating conditions of
the other axis.

 Loading...
Loading...