6 - 63
MELSEC-Q
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
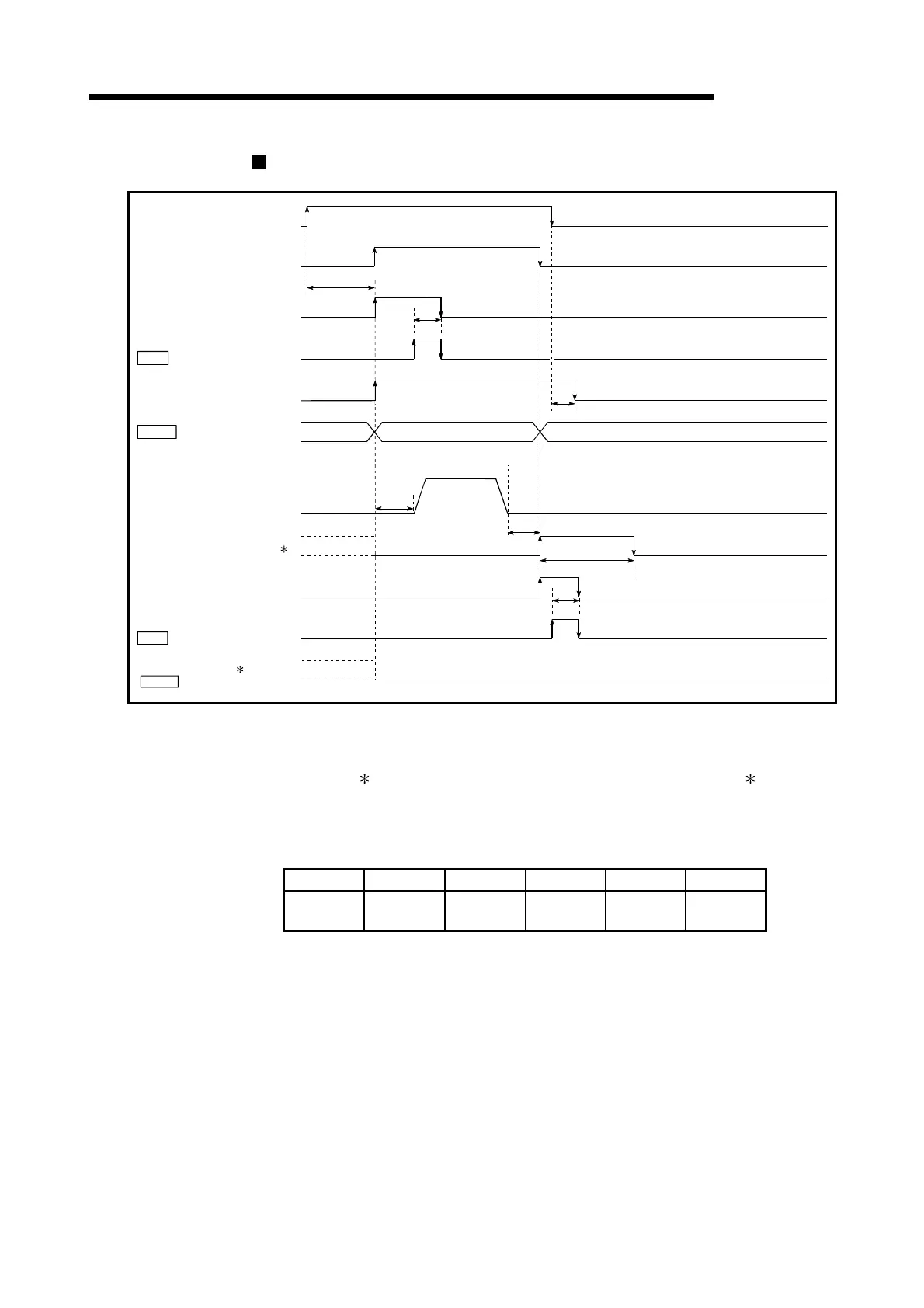
Position control operation timing and process time
t1
t2
t3
t4
t5
t2
t6
Cd. 7 M code OFF request
Waiting Controlling position Waiting
BUSY signal
Positioning operation
Md. 26 Axis operation status
Cd. 7 M code OFF request
Positioning start signal
[Y10, Y11, Y12, Y13]
[XC, XD, XE, XF]
M code ON signal
(WITH mode)
[X4, X5, X6, X7]
Positioning start complete
signal
[X10, X11, X12, X13]
M code ON signal
(AFTER mode)
[X4, X5, X6, X7]
[X14, X15, X16, X17]
Positioning complete signal
OPR complete flag
[ Md. 31 Status: b4]
Fig. 6.10 Position control operation timing and process time
• When the positioning start signal turns ON, if all signals marked with an
asterisk (
) are already ON, the signals marked with an asterisk ( ) will turn
OFF when the positioning start signal turns ON.
Normal timing time Unit: ms
t1 t2 t3 t4 t5 t6
1.2 to 2.3 0 to 3.5 0 to 3.5 5.5 to 7.9 0 to 3.5
Follows
parameters
•
The t1 timing time could be delayed depending on the operating conditions of
the other axis.

 Loading...
Loading...