NCD+ 3200 Manual | Welding Parameters
Part No. 729-110-037 Rev. 1.31 | May 2016 © 2014 Nelson Stud Welding, Inc. All Rights Reserved.
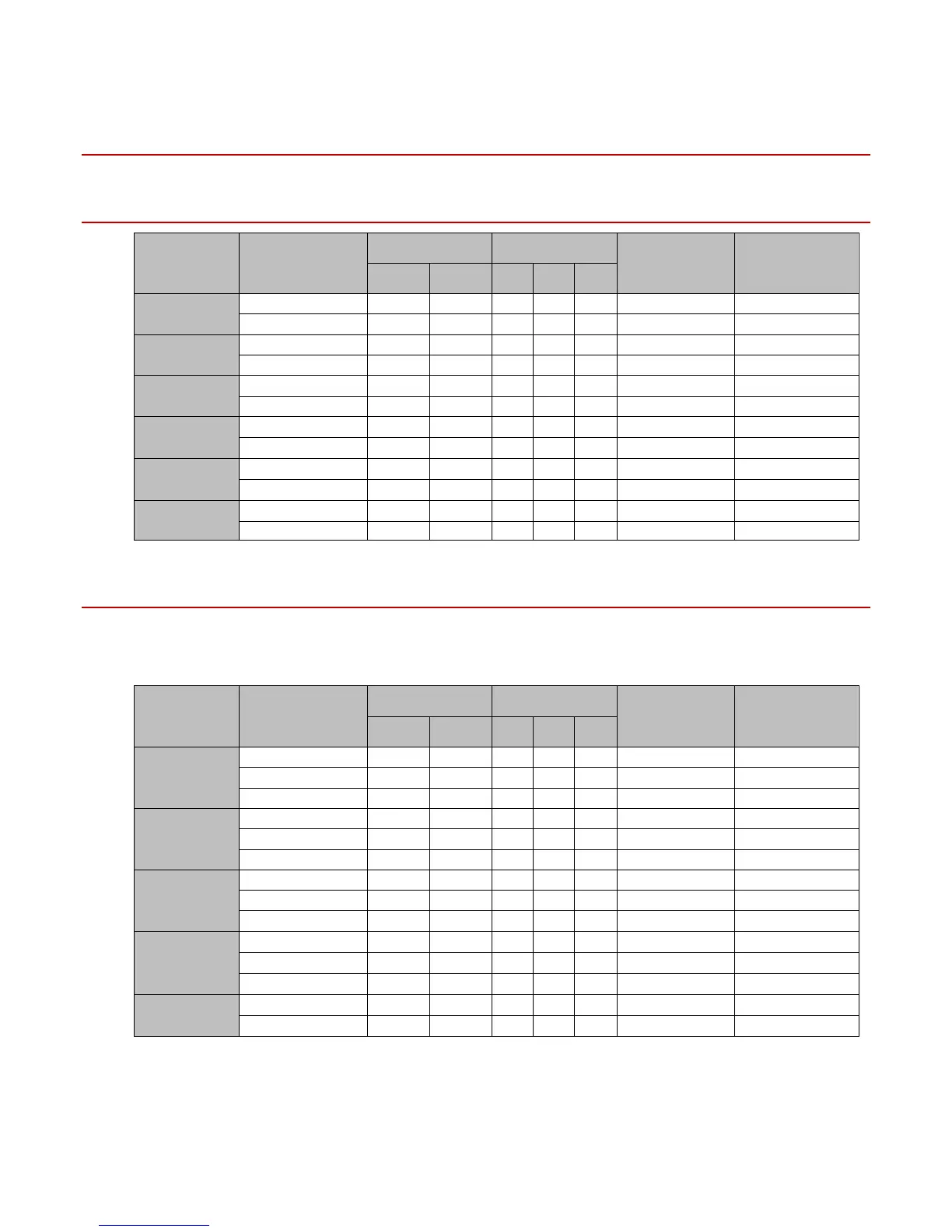
4 Welding Parameters
4.1 Contact Gun
4.2 Auto-Gap Gun
NOTE: Set plunge (or stick out) to 2 mm. The Pressure is best measured by pressing the spark
shield squarely against a scale when the timing tip of the stud is flush with the end the spark
shield in the welding position.