Using the Indexer
Using the chart
T
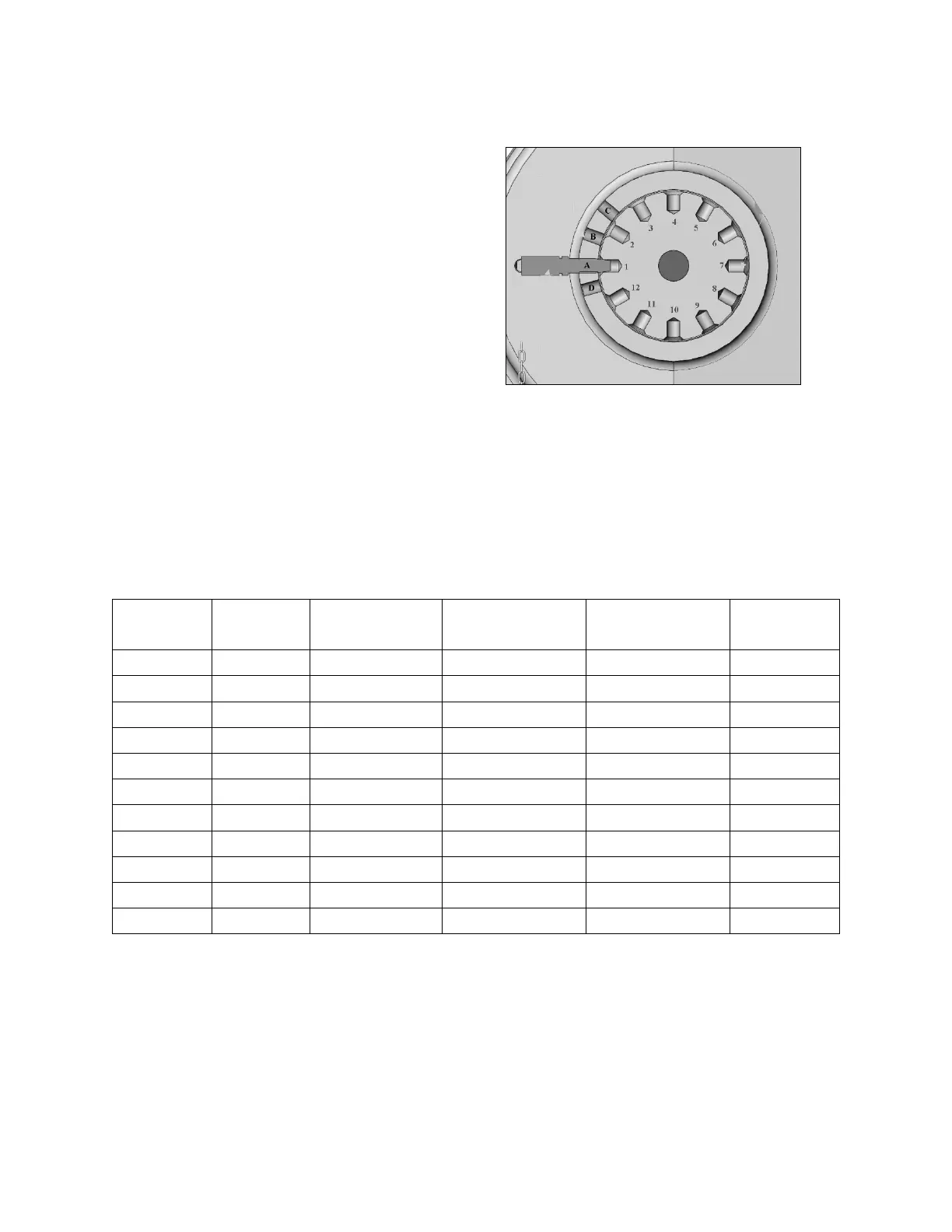
he indexer is shown as viewed from the tailstock
end of the lathe. Points, A, B, C, and D are the
holes in the head casting. The holes in the
spindle collar may be considered as numbered 1
through 12.
E
xample: You wish to rout 8 flutes on your
spindle blank. Locate the ‘8’ in the ‘No. of Flutes’
column; each flute angle will be 45°. The index
pin should first be inserted into hole combination
‘A-1’. Make your first flute at this position. Back
off the index pin and while looking down the ‘A’
hole rotate the spindle so the number 4 hole is
aligned with the ‘A’ and re-insert the pin. Repeat
for flutes 7 and 10. Finally back off the index pin
and rotate the spindle until the index pin can be
inserted into hole combination ‘D-2’ then ‘D-5’, ‘D-
8’ and ‘D-11’.