Practical examples Section 5-2
345
SPEED AXIS(shear_axis)=cut_speed
MOVEABS(end_pos) AXIS(shear_axis)
MOVEABS(0) AXIS(shear_axis)
WAIT UNTIL NTYPE AXIS(shear_axis)=2
'Fast speed to return
WAIT LOADED AXIS(shear_axis)
SPEED AXIS(shear_axis)=return_speed
cut_counter=cut_counter+1inch
'Return back synchronized with the master in
'such a way that there is no wait time
line_back=cut_length-synch_dist-l_dec-l_acc
shear_cut=l_acc/2+synch_dist+l_dec/2)
MOVELINK(-shear_cut,line_back,l_acc/4,l_dec/
4,line_axis) AXIS(flying_axis)
GOTO loop
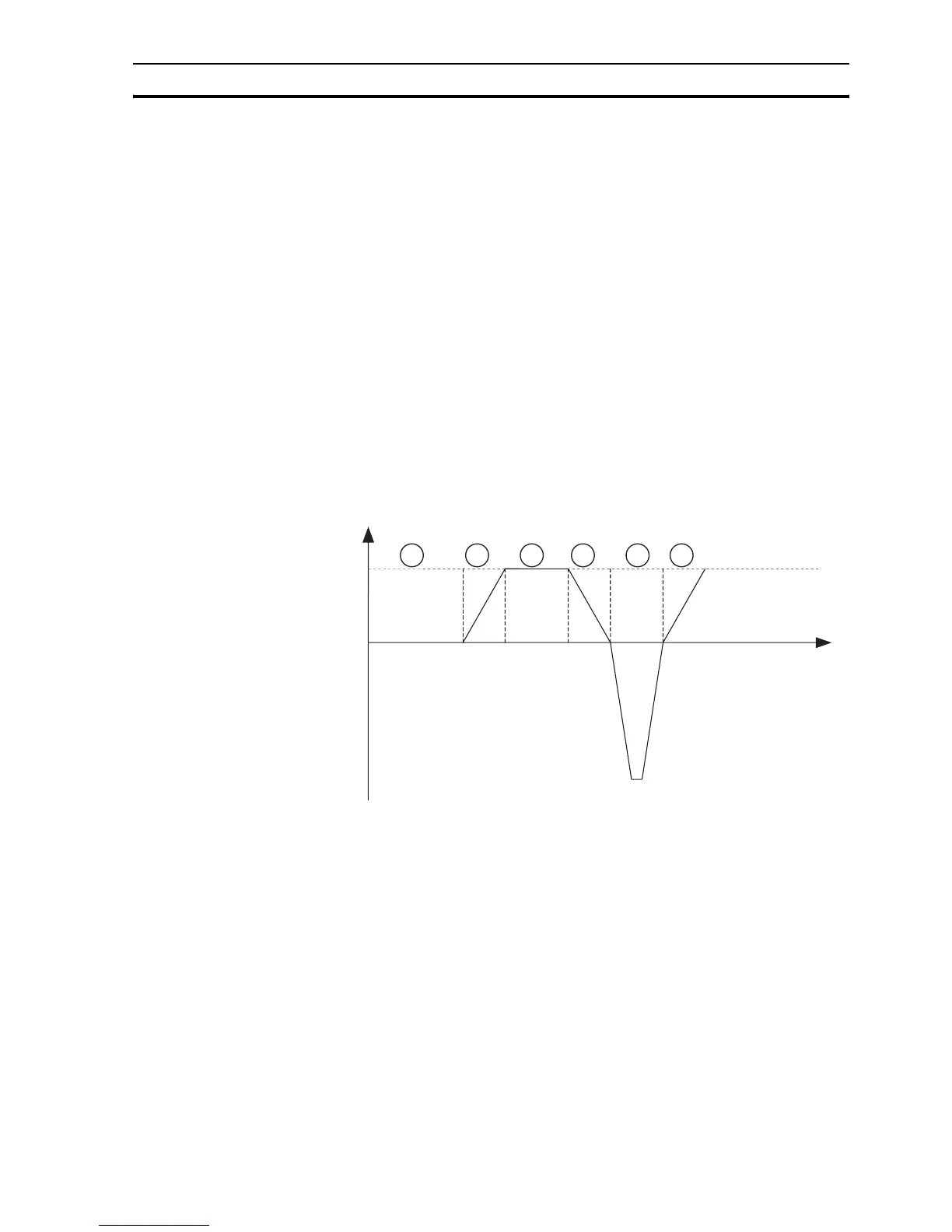
The speed-time graph shows the steps of the above example. The steps are:
1 The initial cycle: the slave waits for the right length in the product to cut
(cut_length – distance_to_accelerate / 2). It is necessary to divide
distance_to_accelerate when we use the MOVELINK command, because
when we synchronize, the master moves twice the distance of the slave.
2 The slave accelerates to synchronize with the master. When the
acceleration finishes, the relative distance between the edge of the product
and the shear is cut_length.
3 This is the synchronization part: the relative distance between the edge of
the product and the shear remains the same. The cut in the material is
made. This gives a new material edge.
4 The deceleration part: the material continues, and the shear stops.
5 Move back at high speed: the distances are calculated such that when the
slave reaches it original position, the edge of the product is in the correct
position to start a new cut.A
SPEED
t
1
2
234 5
 Loading...
Loading...