Version 2.5.1 - 2020-07-28 41Translation of original instructions
MH20V | MH20VL | MH20VLD GB
MH20V_GB_5.fm
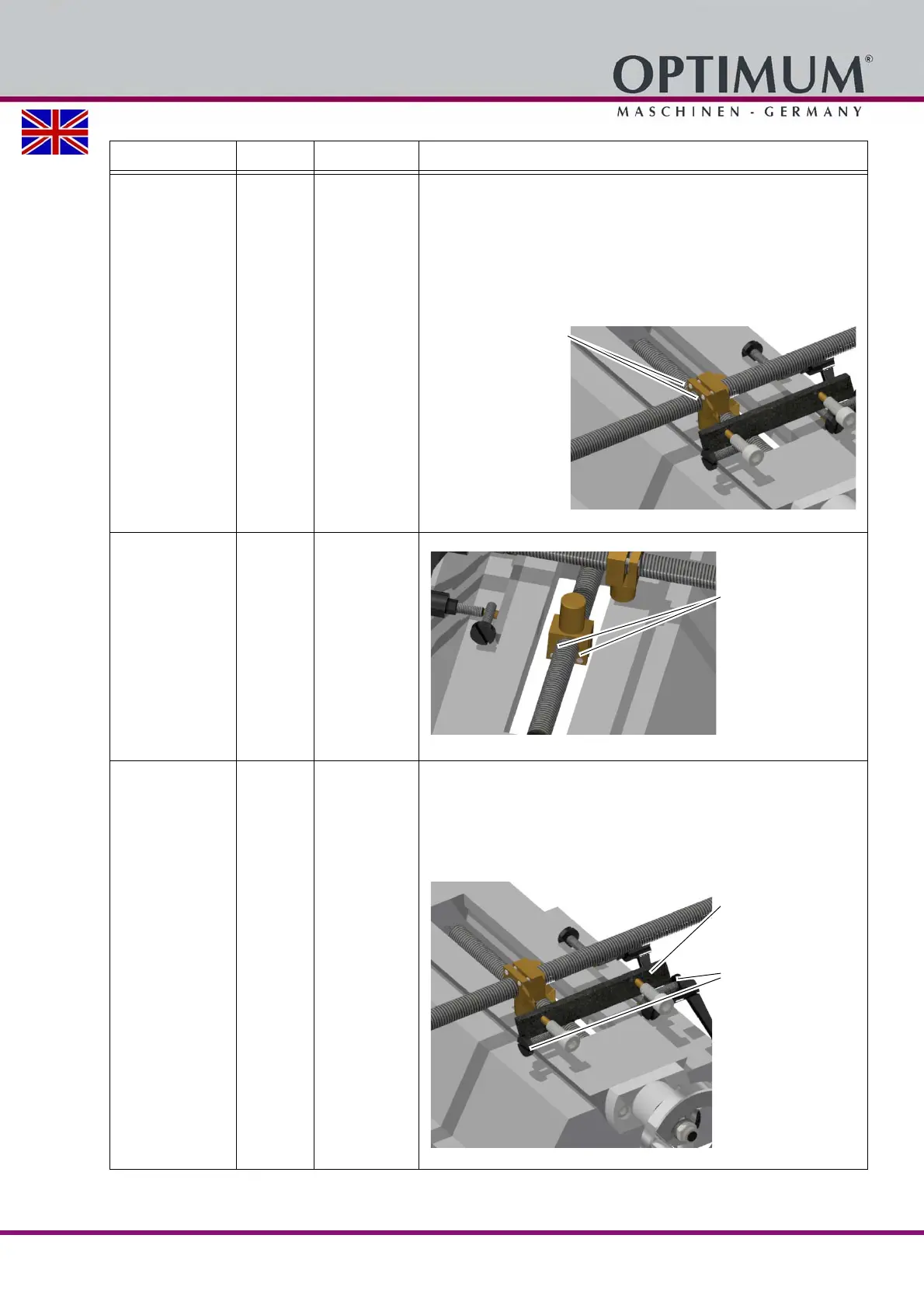
Spindle nut
Milling table
Reset
X axis
Increased play in the milling table spindles can be reduced by
resetting the spindle nuts. The spindle nuts are reset by reduc-
ing the thread flanks of the spindle nut by means of take-up
screws. After the reset, it is necessary to check if there is still
smooth movement over the entire path, otherwise wear is con-
siderably increased due to friction between the spindle nut and
the spindle.
Abb.5-3: Milling table
Spindle nut
Milling table
Reset
Y axis
Img.5-4: Milling table
When neces-
sary
Gibs
Milling table
Reset
X axis
Y axis
Loosen one screw, turn the other adjustment screw of the
gib clockwise. The gib is pushed further inward thus reduc-
ing the play in the guide rail.
Check the settings. The corresponding guide rail must be
more easily movable but ensure stable guidance.
Img.5-5: X axis / Y axis adjustment screws
Interval Where? What? How?
 Loading...
Loading...







