OPTIMUM
MASCHINEN - GERMANY
2012
Operation
Version 1.0.1 dated 30 / 08 / 2012
Page 30
Original operating instructions
MH28V
GB
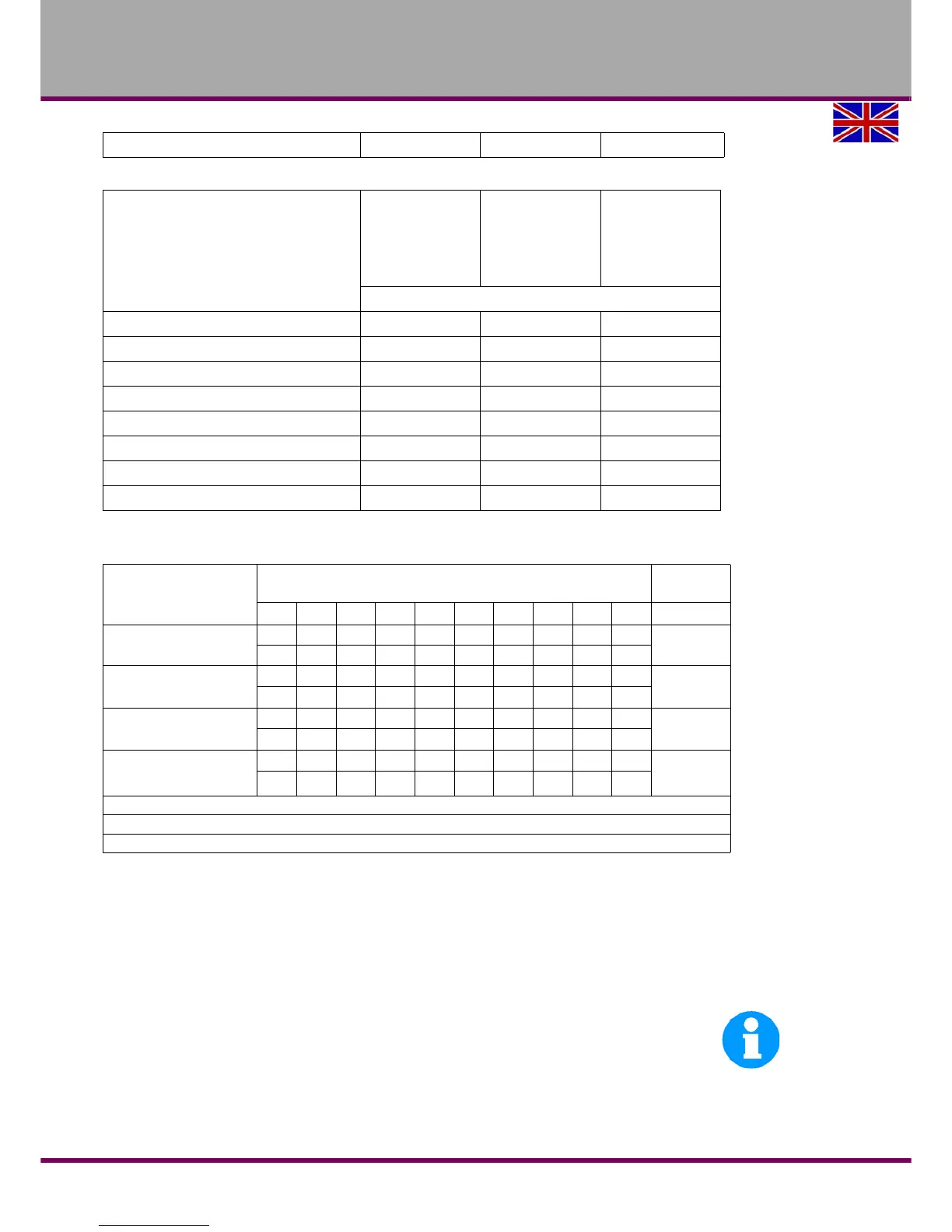
4.8.2 Standard values for speeds with HSS – Eco – twist drilling
• The above mentioned indications are standard values. In some cases it may be advanta-
geous to increase or decrease these values.
• When drilling, a cooling or lubricating agent should be used.
• For stainless materials (e.g. VA – or NIRO steel sheets) do not center since the material
would compact and the drill bit will become rapidly blunt.
• The workpieces need to be tensed in flexibly and stably (vice, screw clamp).
INFORMATION
Friction during the cutting process causes high temperatures at the cutting edge of the tool.
The tool should be cooled during the milling process. Cooling the tool with a suitable cooling
lubricant ensures better working results and a longer edge life of the cutting tool.
65 49 - 122 49 - 108 735 - 1715
Tool diameter
[ mm ]
form cutters
Steel
15 - 24 m/min
Grey cast iron
10 - 20 m/min
Age-
hardened
Al alloy 150 -
250
m/min
Speed [ min
-1
]
4 1194 - 1911 796 - 1592 11900 - 19000
5 955 - 1529 637 - 1274 9550 - 15900
6 796 - 1274 531 - 1062 7900 - 13200
8 597 - 955 398 - 796 5900 - 9900
10 478 - 764 318 - 637 4700 - 7900
12 398 - 637 265 - 531 3900 - 6600
14 341 - 546 227 - 455 3400 - 5600
16 299 - 478 199 - 398 2900 - 4900
Material
Cutter diameter
Cooling
3)
2345678910
Steel, unalloyed,
up to 600 N/mm
2
n
1)
5600 3550 2800 2240 2000 1600 1400 1250 1120
E
f
2)
0.04 0.063 0.08 0.10 0.125 0.125 0.16 0.16 0.20
Structural steel, alloyed,
quenched and subsequently
drawn, up to 900N/mm
2
n 3150 2000 1600 1250 1000 900 800 710 630
E/Oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
Structural steel, alloyed,
quenched and subsequently
drawn, up to 1200 N/mm
2
n 2500 1600 1250 1000 800 710 630 560 500
Oil
f" 0.032 0.04 0.05 0.063 0.08 0.10 0.10 0.125 0.125
Stainless steels up to 900 N/
mm
2
e.g. X5CrNi18 10
n 2000 1250 1000 800 630 500 500 400 400
Oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
1): Speed [ n ] in r/min
2): Feed [ f ] in mm/r
3): Cooling: E = emulsion; Oil = cutting oil