Version 1.1.0 - 2020-08-0744 Translation of original instruction
MH35G│MH35V
EN
MH35G_MH35V_GB_5.fm
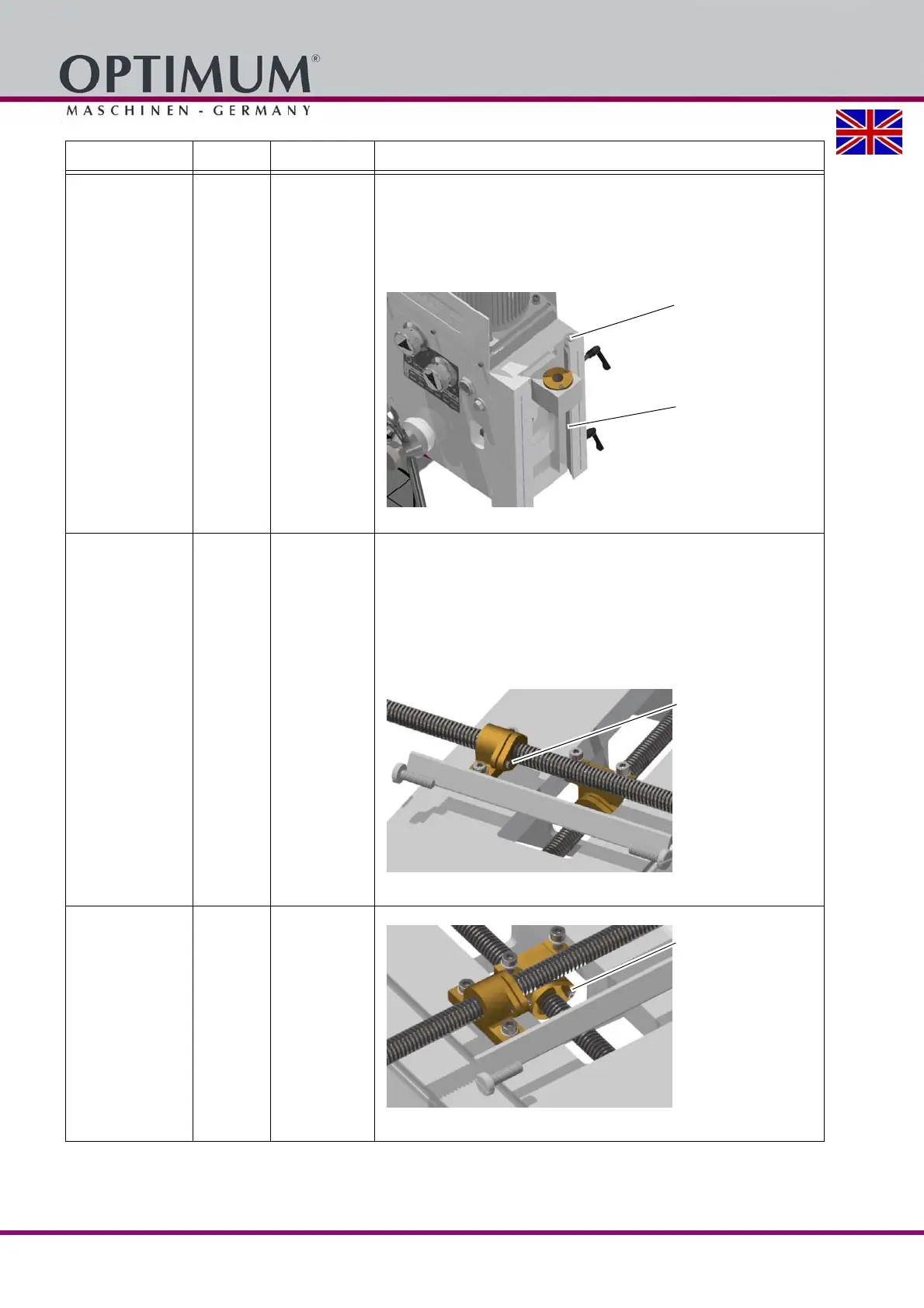
When necessary
Adjustment gib
Milling head
Readjusting
Z axis
Turn the adjustment screw of the gib clockwise. The gib is
pushed further inward thus reducing the play in the guide
rail.
Check the settings. The corresponding guide rail must be
more easily movable but ensure stable guidance.
Img.5-3: Take-up screws Z axis
Spindle nut
Milling table
Reset
X axis
Increased play in the milling table spindles can be reduced by
resetting the spindle nuts. The spindle nuts are reset by reduc-
ing the thread flanks of the spindle nut by means of a take-up
screw. After the reset, it is necessary to check if there is still
smooth movement over the entire path, otherwise wear is con-
siderably increased due to friction between the spindle nut and
the spindle.
Img.5-4: Milling table
Spindle nut
Milling table
Reset
Y axis
Img.5-5: Milling table
Interval Where? What? How?
Upper adjustment crew
V-ledge
 Loading...
Loading...







