31
REPAIR
EMBEDDING PROCEDURE
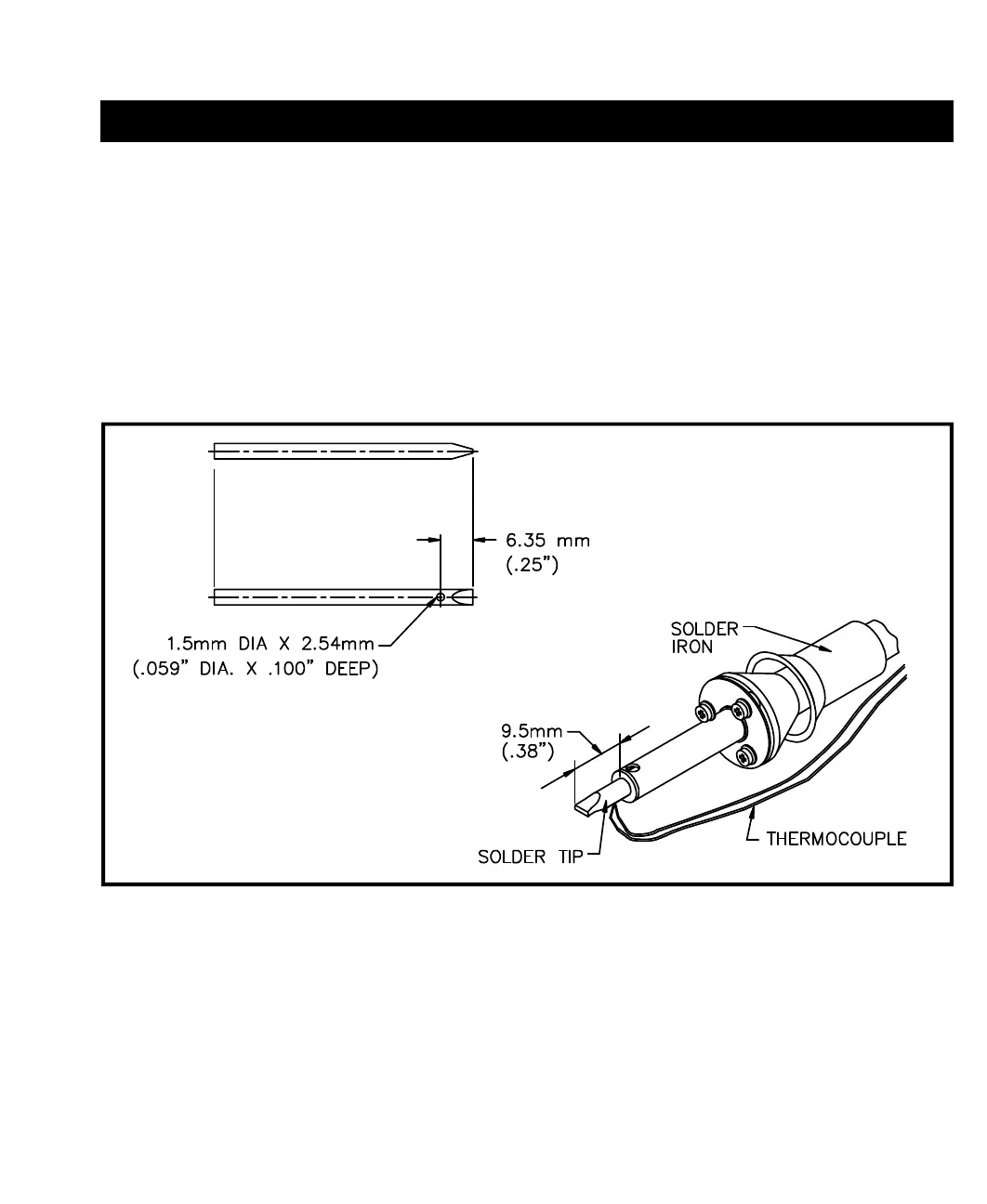
1. Drill a 1.5 mm (.059 inch) hole just past the tinned end of the soldering tip (approximately 6.35 mm
(.25 inch) when using one of the recommended PACE tips). Drill to a depth of 2.54 mm (.100 inch).
2. Place the end of the thermocouple wire into the hole. Ensure that the end of the wire bottoms out in
the hole.
3. Wedge the thermocouple into place using the copper wedge or bare copper wire. The thermocouple
should be wedged as air tight as possible.
TIP TEMPERATURE TEST
1. Install the tip into the handpiece to be tested with the end of the tip properly seated. The
recommended PACE tips are shown extending out of the heater 9.5mm (3/8 inch).
2. Connect the free end of the thermocouple wire to the PACE Process Monitor (or temperature meter).
3. Apply power to the handpiece and allow temperature to stabilize.
Figure 11. Thermocouple Attachment